��늙C(j��)���D(zhu��n)�ӛ_Ƭ���a(ch��n)��ˇ
��ɄP1���Εr(sh��)��1������܊2
(1������Ϣ�I(y��)���g(sh��)�W(xu��)Ժ�����K����223003��2�������`�彭늙C(j��)��������˾�����K����223002)
�ЈD���̖��17M305 �īI(xi��n)��(bi��o)�R�a��E
���¾�̖����1004��7018(2010)01��0071 0l
���D(zhu��n)�ӛ_Ƭ����늙C(j��)�ϵ���Ҫ������侫�ȸߵ͡��|(zh��)���É�ֱ��Ӱ�늙C(j��)���b�䡢�b���|(zh��)����늙C(j��)���ܡ���늙C(j��)���a(ch��n)һ�㶼�Ǵ��������a(ch��n)�����Զ��D(zhu��n)�ӛ_Ƭ�����첻��Ҫ���C�|(zh��)����߀��Ҫ��ȡ��Ч�ʵ����a(ch��n)��ʽ��
l���D(zhu��n)�ӛ_Ƭ��Ҫ���g(sh��)Ҫ��
(1)�_Ƭ�����Ρ���(n��i)���������Լ��۵�ֱ���ȳߴ瑪(y��ng)���ψD��Ҫ��
(2)���D(zhu��n)�ӛ_Ƭë�̲�����0��05 mm��
(3)���D(zhu��n)�ӛ_Ƭ��(y��ng)���C��(n��i)����A�Ͳ۵�ֱ��ͬ�ġ�
(4)����һ���Ժã��Ա��C�F�ĉ��b��������R��
(5)�_Ƭƽ�����o�����Ρ�
2���õĶ��D(zhu��n)�ӛ_Ƭ���췽��
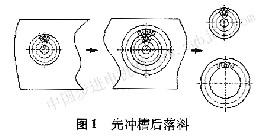
2 . 1�ț_�ۺ�����
�@�N����������������D1��ʾ�����һ������?y��n)�?f��)�_�S�ס��I�ۡ�ƽ��ۺ��D(zhu��n)�Ӳ�(�I�ۼ���ӛ̖������)���ڶ����������S��λ����(f��)�_ȫ�����Ӳۡ����ӛ_Ƭ��A�ϵ��Fβ�ۺ�ӛ̖�ۣ��������������S��λ����(f��)�_���ӛ_Ƭ�ă�(n��i)�A����A��
�@�N���������c(di��n)�ǣ����a(ch��n)�ʸߣ������D(zhu��n)�Ӳ�ͬ���Ե�ӛ̖��ͬ�r(sh��)�_�����_Ƭ�|(zh��)���ã����ӛ_Ƭ��(n��i)��Aͬ�r(sh��)�_����ģ�����ױ��Cͬ�S�ȣ��Ɍ����_(t��i)�_���Â��͎��B�������M���Ԅ�(d��ng)���a(ch��n)������ȱ�c(di��n)�ǹ��ƬҪ�A(y��)�Ȳóɗl�ϣ������ʵͣ���(f��)�_���ӲۺͶ��ӛ_Ƭ��(n��i)��A�����S��λ���۵A�ܺ͛_Ƭ��(n��i)��A��ͬ�S���Ѓɴζ�λ�`�������������λ�Õ�(hu��)��?q��)���ᔵ(sh��)�ĥ�p��������׃���@�N��׃��****ֵ�����ǃɴζ�λ�`��֮�ͣ���˯B���r(sh��)�ԃ�(n��i)�AÛ̥�����(zh��n)����(hu��)ʹ�ۿײ����R��
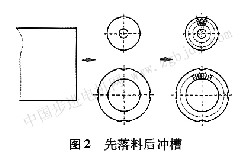
2��2�����Ϻ�_��
�@�N����������������D2��ʾ����һ������һ�����������(f��)�_���ӛ_Ƭ�ă�(n��i)�A����A(�������ӛ_Ƭ��A�ϵĶ����(bi��o)ӛ)���ڶ��������ӛ_Ƭ�ԃ�(n��i)�A��λ�������(bi��o)ӛ����(f��)�_ȫ�����ӲۺͶ��ӛ_Ƭ��A�ϵ��Fβ�ۺ�ӛ̖�ۣ������������D(zhu��n)�ӛ_Ƭ����A��λ����(f��)�_ȫ���D(zhu��n)�Ӳۡ��S���S���I�ۺ�ƽ��ۡ�
�˷N���������c(di��n)�ǣ��ڄ�(d��ng)���a(ch��n)�ʸߣ����Բ����ײã����Ƭ���������^�ߣ������D(zhu��n)�Ӳ��Bͬ���Ե�ӛ̖��ͬ�r(sh��)�_�����_Ƭ�|(zh��)���ã����ӛ_Ƭ�ă�(n��i)��Aͬ�r(sh��)�_����ģ�����ױ��Cͬ�S
�ȣ����ڌ�(sh��)�F(xi��n)�ΙC(j��)�Ԅ�(d��ng)������(f��)�_�����D(zhu��n)�Ӳۿ���ͬ�r(sh��)�ڃ��_(t��i)�_���M(j��n)�У����ț_�ۺ����Ϸ������^���s�������a(ch��n)���ڡ�����ȱ�c(di��n)�Ǐ�(f��)�_���Ӳەr(sh��)��(n��i)����λ�Pĥ�p����ɲ۵A���c��(n��i)�A��ͬ�ģ��B���r(sh��)���ԃ�(n��i)�AÛ̥�����(zh��n)����ɲ���L�����R��
2��3�����N����
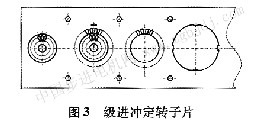
���ׂ�(g��)��ʽ?j��ng)_ģ���(f��)ʽ?j��ng)_ģ�M�����������յȾ��x�ų�ֱ������ģ���b��ͬһ��ģ���ϣ���ģ���b��ͬһ��ģ���ϣ���(g��u)�ɼ��M(j��n)ģ��
�D3���ü��M(j��n)ʽ?j��ng)_��ģ���춨�D(zhu��n)�ӛ_Ƭ�Ĺ���ʾ��D�������������Ă�(g��)�_�^(q��)����һ�_�^(q��)�_�S�ס��S���ϵ��I�ۺ�ƽ��ۣ��Լ�ȫ���D(zhu��n)�Ӳۺ̓ɂ�(g��)��λ��L���ڶ��_�^(q��)�_�Fβ�ۡ�ӛ̖�ۺ�ȫ�����Ӳۣ������_�^(q��)�_�D(zhu��n)��Ƭ��������ě_�^(q��)�䶨��Ƭ��A���@�ӣ��l���M(j��n)ȥ���D(zhu��n)�ӛ_Ƭ�Ͷ��ӛ_Ƭ�քe�ĵ����͵��ě_�^(q��)��������L�����¡�
���M(j��n)ʽ?j��ng)_�����a(ch��n)���D(zhu��n)�ӛ_Ƭ�ă�(y��u)�c(di��n)�����a(ch��n)�ʸߣ�ȱ�c(di��n)��ģ���������y��
3���D(zhu��n)�ӛ_Ƭ�����·���
3.1�·�����ˇ
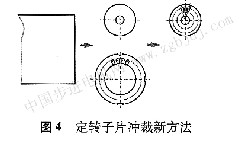
���ܲ��úηN��ˇ��Ŀ��һ����߮a(ch��n)Ʒ�|(zh��)����������߄ڄ�(d��ng)���a(ch��n)�ʡ��Еr(sh��)�ɂ�(g��)Ŀ�ļ��У��Еr(sh��)�ɂ�(g��)Ŀ�ě_ͻ����ˣ��҂�������һ�N��(f��)�_�·��������ϛ_���Ӳۣ���?z��ng)_�D(zhu��n)���㡣 �·����֞����������D4��ʾ����һ�������Ƕ���Ƭ���ϛ_��һ����ɣ��������ӛ_Ƭ��(n��i)��A��ȫ�����Ӳۡ����ӛ_Ƭ��A�ϵ��Fβ�ۺ�ӛ̖�ۡ��ڶ����������D(zhu��n)�ӛ_Ƭ�ԃ�(n��i)�A��λ����(f��)�_ȫ���D(zhu��n)�Ӳۡ��S��L���S���I�ۺ�ƽ��ۡ�
3��2ģ���O(sh��)Ӌ(j��)
���ϛ_���Ӳۛ_��ģ��D5��ʾ���D(zhu��n)��Ƭ�_ģ�c�������a(ch��n)���� |