��ݙC늙C�ֵě_�����ι�ˇ
����1���S�S��2
(1���ؑc���WԺ���ؑc400050��2���ؑc���I�I���g�WԺ���ؑc400050)
ժҪ��������ݙC늙C�ֵij��ι�ˇ���ԣ��������P�����M�з����cӋ�㣬�OӋ��ݙC늙C�ֵě_����ˇ��ģ�ߣ���������ˇ��
�P�I�~����ݙC늙C�֣�ģ�ߣ��_�����OӋ
�ЈD���̖��TMM3 �īI���R�a��A ���¾�̖��1004-7018(2008)04-0055-02
1���ι�ˇ����
1��1��ˇ����
�D1���ݙC늙C�ֵ�����D��ԓ��������һб�棬������6�������İ��ۺ�1���������_������д�С��һ�Ŀ�36��������Ҳ��30���ף���_����ˇ�������ϡ��_�ס����졢��߅�����Ρ���߅�ȣ����Ϻ��1.5 mm������^���s��
��������D�������ȱڲ�Ҏ�t��λ��׃�γ̶ȱ��^�����һ�γ��Σ���׃�ζȳ��^ԓ����ĘO��׃���������ܕ��l�����ѬF���˱����@�N�F��l��������r������Dz�λ�ĈA���OӋ�ñ��^����ͨ�^�����_������Π�ͳߴ羫�ȡ�
��������x��08A1䓣����1 mm���������a����������ij������c���ɈD1��֪��ԓ������Խ��ƿ�����խ�������ľֲ���Ļ��D�w������������ľֲ��������c����������Խ��Ƶؿ���ƽ�档����e��׃ԭ�t������ȡ��A�Σ��ߴ�Ӌ��ã�
D��=232 mm��
1��2���ι�ˇ·��
���^������Ӌ�㣬��ݙC늙C�ֵ���Ҫ���ι�ˇ·��ˇ���£���������(�ͺ�)-����-��߅-�_��߅��5mm��-�_���픿�-�_�A����߅��-�ț_��-��߅-�_�ȱڦ�6 mm�ס���Ҫ�ij����^��������D2��ʾ��
2ģ���OӋҪ�c
2��1��������(�ͺ�)ģ
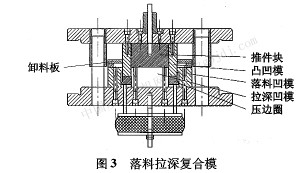
���ε��P�I-�ǂ��������6�����λ�ã����ǂ���һ����������λ�ã��OӋ����������@Щ��λ���ѡ���������ϵ��@Щ��λ�OӋ�^��A�ǣ�������������λ��ע��ֲ����ϣ��OӋģ�߈D��D3��ʾ��
��һ�γ��κ�Ĺ������ٽ��^һ������(��Ҫ��ᘌ��A�Ǻͳߴ羫��)����ȫ�_���Π�Ҫ���ˡ�
2��2픿כ_�͂ȿ�ģ��
�ֵ���Ͼ���ֲ���36���l�ף�������18���Ƿ��ס����]����ģ�ױڵď��ȣ��҂����@36���ֳɃɴ���ɡ��ț_18��ͨ�L��(�D2c)���ٛ_18����߅���A��(�D2d)���ܺõؽ�Q�˛_��ģ�ĉ������}��
�_�ȿײ��Ñұۛ_ģ�����η��㡣
3�Y�Z
ͨ�^���Ϸ�����̎����ͨ�^һ�γ��κ����Σ�����Ҏ�_�ͷ����õ��˷���Ҫ��ĮaƷ����D4��ʾ��
|