һ�N�oˢֱ��늄әC�����·���
�X��
(�Ї���ӿƼ����F˾��4l�о��������հ���233006)
�ЈD���̖��TM33 �īI���R�a��E
���¾�̖��1004��7018(2008)04��0060��01
���Ľ�Bһ�N�oˢֱ��늄әC��ϼ������D���a���M�и߾��ȿ��Ƶ��·�����
1��ͨ����ԭ��
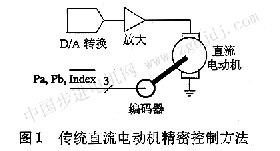
���y��ֱ��늄әC���ھ��ܿ��ƕrһ�������D1��ʾ�ķ�����
���ڂ��y��ֱ��늄әC�����ˢ�Q���ھ��ܿ����д��ڶ�λ���^����ˣ��˷N���������ڿ��Ƽ���λ�����^�͵Ĉ��ϣ����a��һ���x�Î�ʮ���װپ����D�Ĺ�늾��a����
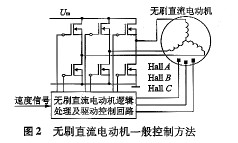
��������ͨ�ğoˢֱ��늄әCһ�������D2��ʾ�ķ����M�п��ơ�
�D�У�Ha��A��B��c���_�Pʽ����Ԫ����߉̎���������·����Ì��õğoˢ늄әC���·��Ҳ�ɸ���������Ҫ�Ɇ�Ƭ̎��оƬ�������·���ɡ��������ǣ���������̖�M��߉̎���������ٶ���̖�a��PWM�}�_���M��Ƿ�����^�����Ƅӡ������D�ȿ��ơ��ڲ����߾���λ�Â�����(��ž��a�������D׃����)���ٶȂ�����(�y�ٙC��λ����̖��)����r�£�ֻ�܌��ں��ε��ٶȿ��ƣ�һ��ֻ������늄�����܇����ӡ�C��****�L�C�Ȉ��ϡ�
2�¿��Ʒ����OӋ
�������ؽ�Bһ�N���ھ��ܜy���x���Ŀ����@�M�oˢֱ��늄әC�����ܶ�λϵ�y��
2 1�����@�M�oˢֱ��늄әC�Y��ԭ��
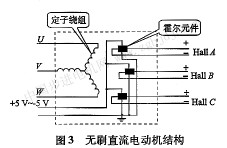
��D3��ʾ��늄әC���Ӽ�����Ԫ�����ɿ����@�M�Y�������@�Mʹ����Ԫ����ճ���ڭh�����������ϡ����ڛ]�й��Ƭ�Ƴɵ����X�Ͳ۵��F�ģ��@��ϡ�����Ų������ɵ��D�������D�^���У��F�ļ���λ�D�ؾ����㣬�����ھ��ܶ�λ��
���ඨ���@�M�ӳ�������U��V��W��
����Ԫ���õ��Ǿ��Ի���Ԫ�������ӳ�8�������������У�+5 V��-5 V������D��Aݔ��(����һ��ϵ�y��Ҳ��ֱ
�����Դ�o��)�����������Ԫ��A��B��C���Դ���֮����oˢֱ��늄әC�Ľo��������̖����ԓ��̖�����r��늙C���D���D���c���С���P����֮��Ȼ���@�ӣ��ڿ��Ʒ�ʽ���c���y��ֱ��늙C���Ʒ�ʽ������һ�¡�
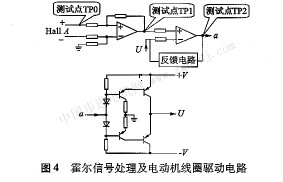
2��2������̖��̎������Ȧ��
����Ԫ��A��B��G����·���|��ͬ����̖��������Hall A��������B��̎���^�̣���D4��ʾ������Ԫ���a����λ����̖���^��ַŴ����ȡ����������(����Ʒ���)��̖���ٽ��Ŵ������ƣ�����^����ӿ���늄әC�\�D��
3���H���ýY��
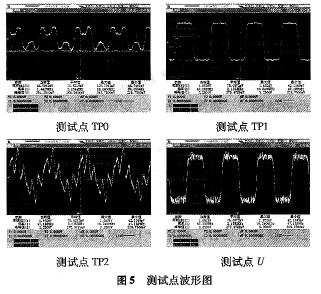
�ڌ��H�����У��҂����մ˷N���Ʒ��������ÈD1��ʾ�ļ������D���a���M�ж�λ���������D���a����8.1�f�����D�����M����6����ֵ��4���l��늄әC�\��ƽ�������@���^�ߵĶ�λ���ȣ���D5��ʾ��
��늙C�yԇ�е�һЩ���}����������
���ĺ������Ҍ����T����
(�ɶ�����늙C�S���Ĵ��ɶ�610500)
�ЈD���̖��TM306 �īI���R�a��E
���¾�̖��1004-7018(2008)04��0061-02
1�pͨ�����O���D׃�����־��C����늚���λƫ���^���ԭ�����
�pͨ�����O���D׃�����Ļ���늚���λ����Փ�ϑ����غϵģ��@�Ӳŷ���Ҏ���ĺ����Pϵ�������H�ϣ����ڹ�ˇ�`��Ĵ��ڣ�һ�_�ӹ��õ��pͨ�����O���D׃�������־��C�Ļ���늚���λ�����o���غϣ��@�ͮa���˴־��C����늚���λƫ���ƫ������r�£�ʹ���п��Ԍ����M���a���������ƫ��̫���a���t�o�ܞ�������ˣ����pͨ�����O���D׃�������Ҙ˜ʡ�Ҏ�����O������36p���־���ƫ��30���O����>36p���־���ƫ��20 ��һ����r�£����ڌ����D׃�����ļӹ�����Ҫ���^�ߣ��oՓ��늙C�OӋ߀�ǹ�ˇ�����϶�Ҫ��ȡһЩ�a����ʩ����ˣ����I�S���a����늙C���־��C����늚���λƫ������ںϸ�֮�� |