��܇���әC�Q������ȩģ���Ϻ�̻�����ϵ�y
�ܹ���1,2
(1�㽭���I��W���㽭����310032��2���_�WԺ���㽭�R��317000)
ժҪ��������܇���әC�Q������ȩģ���Ϻ�̻���ˇҪ���������ϵ�y�ľ��w���F����������ϵ�y����AT89S52��Ƭ�C������ƺ��ģ���Ҫ���I�P��LCD�@ʾ�����r�оƬ��A��D�D�Q�����ضȂ������ȽM�ɡ�Ӳ���OӋ�����������ƣ��·���Σ�ʹ�÷��㣬��ܛӲ���ɷ������߿���ϵ�y�Ŀɿ��ԡ�����ϵ�y�\�з������r�g�͜ضȿ��Ɯʴ_���_���A��Ŀ�ˡ�
�P�I�~���Q��������ȩģ���ϣ���̻�����Ƭ�C���ضȂ�����
�ЈD���̖��TM363��3 �īI���R�a��A ���¾�̖��1004��7018(2008)06��0024��02
0����
�S����܇���I����lչ����܇���әC�����U����ӱȣ��pС늄әCֱ�����s�̿��L�ȣ��^�����ϡ����Ų��ϵĸ����ܻ����M�ˌ��F���әC��С���p����[1]�����ڷ�ȩģ���Ͼ��Ѓ������͟��ԡ����g�Ժ������[2]������܇���әC�Q�����������еõ��ˏV���đ��á��Q���������әC�����й�ˇ���s��Ҫ�����IJ���֮һ�������x��Q���������칤ˇ���e�Ƿ�ȩģ���ϵĺ�̻���ˇ�ڱ��C��܇���әC��ȫ�\�D�����L������������ش����x��
����܇���әC�Q�������a�^���У���ȩģ����ͨ�^�ӟቺ�T���κ�߀���Mһ����̻�̎������̻�̎����ˇ���Դ�������ӷ�ȩģ���ϵIJ������ض�Tg���Ķ�����͟��ԡ����õķ����Dz����A�����غͺ��̎��[3]����ǰ�ߵķ���Ҫ���ں��ߡ�һ�㹤�I�ú������Ǻ�ؿ��ƣ����y�����A�����أ�����ȩģ���ϵĺ�̻��^����Ҫʮ�ׂ�С�r��������˹������ƺ���ĜضȺ͕r�g�����ڄڄӏ��ȴ��Ʋ��ʴ_��ȱ�c����������Ԇ�Ƭ�CAT89S52����ģ�������܇���әC�Q������ȩģ���Ϻ�̻�����ϵ�y,����ܛӲ���Y�ϵķ���,�ṩ���õ��˙C��������,���F�r�g�͜ضȵ��Ԅӿ���.
1 ��ȩģ���Ϻ�̻���ˇ����
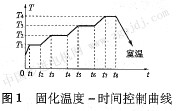
�Q������ȩģ���ϵĺ�̻�̎����Ҫ�ǿ��Ʒ�ȩģ���ϵĜضȺ͕r�g���Q������ȩģ���Ϻ�̻��ضȺ͕r�gҪ����D1��ʾ��0-t1�A�Μضȏ��Ҝ�����T1��t1-t2�A�α��ֺ�أ�t2-t3�A�Μضȏ�T1����T2��t3-t4�A�α��ֺ�أ�t4-t5�A�Μضȏ�T2����T3��t5-t6�A�α��ֺ�أ�t6-t7�A�Μضȏ�T3����T4��t7-t8�A�α��ֺ�أ�t8�Ժ����s���Ҝء� �����nj��H���õĕr�g�͜ضȅ��������Ҝ�����150oC���Õr0.5h,150oC���2.5h;150oC����180oC���Õr1h,180oC���6h;180oC����210oC���Õr1h��210oC���6С�r��210oC����230oC���Õr0.5h��230oC���2h��Ȼ������Ȼ��s��
2����ϵ�yԭ��
������܇�Q������ȩģ���Ϻ�̻���ˇ��Ҫ����ϵ�y��Ҫ��Ɍ�����ضȺ�����ؕr�g�Ŀ���ϵ�y,����ܛӲ���Y�ϵķ���,�ṩ���õ��˙C��������,���F�r�g�͜ضȵ��Ԅӿ���.
1 ��ȩģ���Ϻ�̻���ˇ����
�Q������ȩģ���ϵĺ�̻�̎����Ҫ�ǿ��Ʒ�ȩģ���ϵĜضȺ͕r�g���Q������ȩģ���Ϻ�̻��ضȺ͕r�gҪ����D1��ʾ��0-t 1�A�Μضȏ��Ҝ�����T 1��t 1-t 2�A�α��ֺ�أ�t 2-t 3�A�Μضȏ�T 1����T2��t 3-t 4�A�α��ֺ�أ�t 4-t5�A�Μضȏ�T 2����T 3��t 5-t 6�A�α��ֺ�أ�t 6-t 7�A�Μضȏ�T 3����T 4��t 7-t 8�A�α��ֺ�أ�t 8�Ժ����s���Ҝء� �����nj��H���õĕr�g�͜ضȅ��������Ҝ�����150 oC���Õr0.5h,150 oC���2.5h;150 oC����180 oC���Õr1h,180 oC���6h;180 oC����210 oC���Õr1h��210 oC���6С�r��210 |