����CPLD��(sh��)�ؙC���ļӜp�ٿ���
��÷�������o���Ώ�
(��(n��i)�ɹſƼ���W(xu��)����(n��i)�ɹŰ��^014010)
ժҪ�����p�S���SӲ��ֱ�����a�㷨�Ļ��A(ch��)�ϣ�����˲�ͬ�ڳ��õ��p�S���S늙Cͬ�r�Ӝp�ٵĿ��Ʒ���������CPLD����Ӳ���O(sh��)Ӌ�����F(xi��n)���p�S�Ӝp�ٿ���������(j��ng)�^�h(hu��n)�η��������Ŵ��·���ƶ��S(X��Y��)���M늙C�����F(xi��n)�C�����ټӹ����Ӻ�ֹͣ�r�ٶȵķ�(w��n)���^�ɡ�����Y(ji��)���@ʾ����Ч�����ã���C��ԓ�����㷨����Ч�ԡ�
�P(gu��n)�I�~�����M늄әC���Ӝp��ֱ�����a���p�S(li��n)�ӣ�CPLD
�ЈD���̖��TM383��6 �īI��(bi��o)�R�a��A ���¾�̖��1004��7018(2008)08��0045��04
0����
�Ӝp�ٿ����ǔ�(sh��)��ϵ�y(t��ng)��ʮ����Ҫ�Ŀ��ƹ��ܣ�����ϵ�y(t��ng)�ľ��Ⱥ���������Ҫ��Ӱ푣��ڸ��ټӹ��У��Ӝp�ٿ����@���Ȟ���Ҫ����ˣ��о���Ч���߾��ȵļӜp�ٿ����㷨�������_�l(f��)�����ܵ�Ӌ��C��(sh��)��ϵ�y(t��ng)����ʮ����Ҫ�����x��
�������īI[2]����B�IJ��M늄әC�(q��)�Ӕ�(sh��)��ϵ�y(t��ng)���p�S(li��n)��Ӳ��ֱ�����a�㷨�Ļ��A(ch��)�ϣ��鱣�C�C���ڼӹ��r���ӻ�ֹͣ���a(ch��n)���_����ʧ�������̻���ʎ�������M늄әC���M�o�}�_�l���M�мӜp�ٿ��ơ����y(t��ng)�ļӜp�ٿ��Ʒ�ʽ�Ԇ��S���a�㷨����A(ch��)����ͬһ�r��ֻ�܌��η���늄әC�M�п��ƣ���˷��@һ��ʽ�����ڵČ��F(xi��n)�ٶ�����ռ�C�r�g�L�Ȳ��㣬����p�S(li��n)�ӼӜp�ٿ��Ʒ�ʽ��������CPLD��Ӳ�����o�����M늄әC�Ӝp�ٿ����㷨���O(sh��)Ӌ�͌��F(xi��n)������
1ϵ�y(t��ng)��(g��u)��
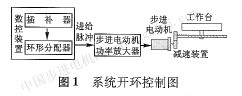
���_�h(hu��n)���ƵĔ�(sh��)�ؙC��ϵ�y(t��ng)�У���(sh��)���b��ݔ?sh��)ij��}�_��(j��ng)�^�h(hu��n)�η���������ͨ�^�(q��)���·�M�й��ʷŴ���K���Ʋ��M늄әC�Ľ�λ�ơ����M늄әC�ڽ�(j��ng)�^�p���b�Î����˽z�܌���λ���D(zhu��n)�Q���ƄӲ�����ֱ��λ�ƣ���D1��ʾ�����S��(sh��)�ؙC��ʯ���\���Գ����M늄әC�����(q��)��Դ��y���\����y���M늄әC�����(q��)��Դ������x���y���M늄әC�\�ӵĽM�ϣ��M�����Ƶ����ڹ����_�ϵĶ��S�\��[1]��
2�p�S(li��n)�Ӳ��a�Ӝp�ٿ��Ʋ���
�Բ��M늄әC���(q��)�ӵ��_�h(hu��n)��(sh��)�ؙC��������λ�Þ��_�h(hu��n)�������^�̵ľ��_�Ⱥܴ�̶���ȡ�Q��ָ���}�_��̖����ˣ����a�㷨�ɞ锵(sh��)�ֿ��Ƶĺ��ă�(n��i)�ݣ�ֱ�����a�㷨�ĺÉ��c��(sh��)�ؼӹ��Ϳ���ԭ��������ٶȺ;�����ֱ�ӵ��P(gu��n)ϵ���������īI[2]����B��Ӳ��ֱ�����a�Ļ��A(ch��)�ϣ�ͨ�^���A�θ�׃�M�o�}�_���l�ʁ����Ʋ��M늄әC�Ľ�λ���ٶȣ��M����׃�ƄӲ�����ֱ��λ���ٶȣ����F(xi��n)�Ӝp���c����֮�g��ƽ��(w��n)�D(zhu��n)�Q��ͬ�r��ͨ�^�����l�ʔ�(sh��)����λ������
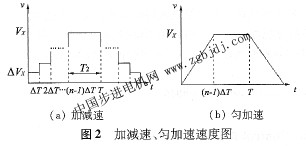
�ٶ�׃���^����D2a��ʾ���M�S��r�g���v�S���ٶȡ��S���r�g��׃�����ٶȳ��_�Aʽ�����L�����L��****�ٶȺ�����\��һ�Εr�g������Ҫ�Y(ji��)���ӹ��r���ٶȳ��_�Aʽ���f�p������(j��)��ͬ�ӹ���ˇ��Ҫ��_���ٶȵ��A�S�����r�g��ͬ�r�M�������c��
(1)�Ӝp���\���A�Σ��ٶȕr�g�������A�����۾��M�τ����б��(��D2��ʾ)��
(2)�����Ч�ʣ��Ӝp���^��Խ��Խ�ã�����ÿ���ٶ��A�S��׃�����������Sֵ��ԭ�t����������ʧ���͛_����ʎ��
(3)���ٺ͜p���^�̞錦�Q�ġ�
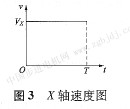
(4)��ͬһ�������ԼӜp�ٷ�ʽ�\�ӕr�C���ƄӲ�����ֱ��λ�ƣ���(y��ng)�c�Ԅ��ٷ�ʽ�\�ӕr����ͬ�����D2a�ĈD����e�c�D3����ȣ��M��ʽ(4)��ʹ�ÙC���\�Ӳ�ʧ���������̡�
��5��X���cY���ÿһ�����ٻ�p���A�΅f(xi��)�{(di��o)�����\�У���ÿһ��X���Y��늙C����ʼ�K����ͬ�r�߲�ͬ�r�D(zhu��n)�Q�ٶȣ����A�κϳ��\�ӷ��ֲ�׃�cֱ������һ�¡�
3 �Ӝp�ٲ��a�㷨�����F(xi��n)
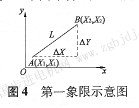
����������Ķ��Sֱ��AB����(��D4���)���f��ֱ�����a�㷨�����c4����(bi��o)��(X1��Y1)���K�cB�Ԙ�(bi��o)��(X2��Y2)��ֱ��AB��ˮƽ������X=|X2-X1|����ֱ������y=|Y2-Y1|��
(1)�p�S(li��n)�ӄ���ֱ�����a[2]
|