�o�ٶȂ�����������ֱ���ŷ�늙C���Ʒ���
�����x���־�A
(�����Ƽ���W�������Lɳ410073)
ժҪ���������ٶȷ�����ֱ���ŷ������е������Լ����b�ٶȂ������������Ć��}������˲����ٶȂ������f�^�������ּӞV����λ����̖�з��x���ٶ���̖�ķ��������M������Փ�ƌ������ͨ�^���M������C���ó��֞V�������Դ����ٶȂ������ĽYՓ�����H���ñ���������ԓ�����Ƚ��ͳɱ����������ϵ�y�Ŀɿ��ԡ�
�P�I�~���LjA���ٶȂ��������ٶȷ�����λ��
�ЈD���̖��TM383��4 �īI���R�a��A ���¾�̖��1004��7018(2009)12��0048��02
0�� ��
Ŀǰ���LjA��������Ĕ��ؼӹ����ஔ�ձ飬����׃�E�A������A��܇���ӹ����ǵ��͵ķLjA�ӹ����������Ô���܇�����ھ��ȸߡ����Ժá������Ժö��õ��ˏV�����á���������܇���ĺ��IJ���������l�ֱ���ŷ����ܣ�Ŀǰ�����܇��������Ȧʽֱ��늄әC������Դ�����P��Ȧʽֱ��늄әC�Ŀ��Ʒ����������кܶ��īI���ˈ��[1-4]���C����������ЃɷN���Ʒ�ʽ��һ�N�ǻ���ݔ�������Ŀ��Ʒ�ʽ����һ�N�ǻ��ڠ�B�����Ŀ��Ʒ�ʽ���Č��`����r�����������ڄӑB푑����ܺͿ��������ɔ_�������@Ҫ����ǰ�ߡ����^�����à�B������ʽ������Ҫ�^���ٶȠ�B����횲����ٶȂ������������������ٶȂ����������룬������ϵ�y�Ŀɿ��ԣ�����ϵ�y�S�o��ؓ������ˣ����IJ��Æ��������F��B�������Ʒ�ʽ���ڹ��s�ɱ���ͬ�r���ϵ�y�Ŀɿ��ԡ�
1�����ٶȂ�������ֱ���ŷ�����
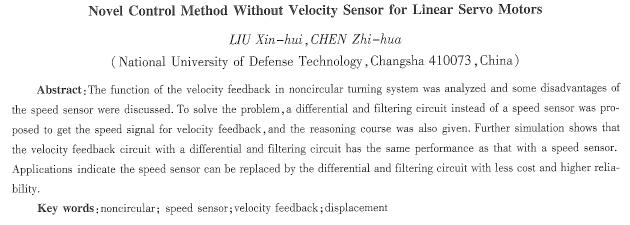
����ȥ���ٶȂ�����������ҪŪ���ٶȂ�������ֱ���ŷ������е����á�ֱ���ŷ����ܵęCе�Y�����D��Dl��ʾ[5]��
�F��1�����F���F��2�Լ���϶һ�𘋳��]�ϴ�·���F��l�c�F��2֮�g�Ĵ�϶��С�������ڴ�϶���γ�һ�����ƵĄň�����Ȧ�����U�����ɡ�܇�����B�����ŷ����ܵĿɄӲ��֣��@�ﺆ�Q�鏗�ɵ��ܡ��ٶȂ�������λ�Â��������ڜy�����ɵ��ܵ��ٶȺ�λ����������늴���Փ�����ھ�Ȧ��ͨ������r����Ȧ���ڴň����ܵ�늴��������á����U��늴����͏��ɏ����Ĺ�ͬ�������a���S��λ�ƣ���λ����y(t)�cݔ�����i(t)���Pϵ���Ա�ʾ�飺
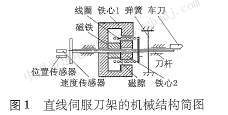
����cֵ�dz�С��ֱ���ŷ�������һ��С����Ķ��Aϵ�y����ӑB푑�����̫����F�����A�S푑����{̫�����ʎ�Δ�̫�࣬�o�����F�����ܵĿ��پ��_���ơ����˸����ŷ�ϵ�y�ĄӑB���ܣ�����λ�íh���ٶȭh��Y�ϵĿ��ƙC�ƣ��ٶȭh��ԭ����D��D2��ʾ��
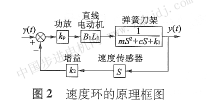
�����D2��ݔ��λ��y(t)�c������̖y(t)�Ă��f�����Pϵ���Ա�ʾ�飺
��ʽ(2)��֪��G2(s)��Ȼ��һ�����͵Ķ��A�y���ƞ�����ϵ����ͨ�^�{���ٶȷ�������k2����ʹ������ϵ����=0��7���Ķ��ɵõ��^����ĄӑB푑���ͨ�^���Ϸ������Կ������ٶȷ��������þ���ͨ�^����ϵ�y������߃ȭh�ĄӑB���ܡ������ٶȭh�Ĵ��ڣ�������λ�íh���������OӋ�y�ȣ���õ������ܵ��ŷ�ϵ�y�����˻��A��
2��λ�Â�������ȡ�ٶ���̖
늸�ʽ�ٶȂ��������нY�����Ρ����m̎�����㡢��̖ʧ��С�ȃ��c��Ȼ����늸�ʽ�ٶȂ�����Ҳ���䲻��֮̎����Ҫ���F�鰲�b���y�����דp�ġ�늸�ʽ�ٶȂ��������丽���·��܇��ʹ������Ҫ�Ĺ���Դ֮һ��
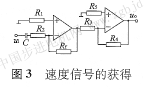
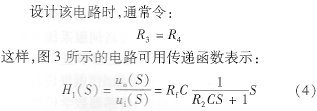
�Ľ��ͳɱ������ϵ�y�ɿ��Գ��l�����Կ��]�����ٶȂ���������λ����̖����ȡ�ٶ���̖���ŷ����ܲ���늜u���������z�yλ����̖�����Мy�����ȸߡ��l�����ȃ��c������늜u��������ݔ����λ����̖��ģ�M������˿���ͨ�^��λ����̖���ց��@ȡ�ٶ���̖�����w���팍�F��D3��ʾ�����У�ui(t)����Ԝu����������λ����̖��u0(t)���ٶ���̖ݔ����
����λ�Ƃ�������һ�������h�� |