늙C�����Q�Եı��C��ʩ
���G�������£�ɽ�|�A��늙C���F�ɷ�����˾��ɽ�|�s��264300��
ժҪ�������˂��y늄әC�����b�ļӹ�������������λ�öȳ����ԭ�Y�ό��H�ӹ���ˇ���������b�ļӹ��������r��헱��C��ʩ���_���˱��C���Q�ԡ����Ч�ʡ����s�ɱ���Ŀ�ġ�
�P�I�~��늙C�������b�ף�λ�ö�
�ЈD���̖. TM305�īI���R�a��A���¾�̖��1673-6540( 2009) 12-0061-03
0 �� ��
��ʹ�Æ�λ���f��늙C������������һ��Ԫ����ʹ�ã�����Ҫ��ͬҎ���늙C���Ի��Q�����Ҫ��ɲ�ж���㲿�����л��Q�ԡ���˳����C늙C��늚������⣬߀Ҫ�������늙C�İ��b�ߴ磬���ܱ��C늙C�Ļ��Q�ԡ�늄ӵ��_���b�ڻ��A�����ϣ������������b���O�䣬��������b���c늄әC���_��λ�öȳ����ֱ��Ӱ�ˮ�õ��O��İ��b���ȡ���ˌ�����Ҫ���Q늙C�Ĉ��ϣ�������Ҫ�����w�ēQ�������w��늙C�����C���w�c�C���Ļ��Q����ʮ�ֱ�Ҫ�ġ�Ŀǰ�������S����С�S�������Pʽ�@���ɱ��ߡ����÷���С��ԭ������ʽ�u���@��늙C�M�����C�b�䣬���Ե��_��λ����@�����b��ˇ���˼ӹ��������ȿ��Ա��C�����ӹ��r���b�䡢���D���A�o���ӹ�����ж���ٷ��D���\ݔ�����b���һϵ���^�̣��ڄӏ��ȴ�Ч�ʵ�T���]�л��Q�ԣ��C���c�����wҪһһ����������������ԭ���������α��Cλ�öȵĸ�헴�ʩ����Ԕ����B�����P���b̥�ߵ���������������Ŀ��Ʒ��������a���`�м�����C�����á�
1 �OӋԭ�����Y��
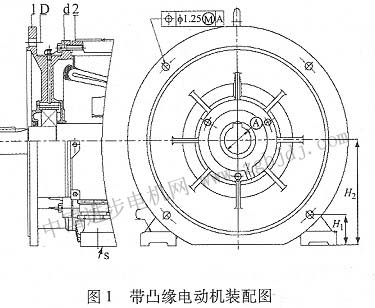
늙C����C�����_�c�����M�а��b�����C���ɶ���Ĺ̶��ݼy���c���w�M���Ӱ��b�����_ƽ����늙C���b�Ļ����棬Ҳ�Ǽӹ�������λ�Ķ�λ���ʣ��C�����_ƽ��S�����ڙC������̶��ݼy��λ�ö��`���С����Ӱ푎������w���b���c���_��λ�öȡ�����늄әC�b��DҊ�D1��
ͨ�^�քe��ߙC�������ļӹ����ȁ����C�b����λ�ö�Ҫ����Ŀǰ�^�և���늙C�S�ҵęC���ӹ��^�̞飺��܇�C���ɶ�ֹ�ں��F�ęn�ȈAһ��܇�C���ɶ�ֹ�ں��F�ęn�ȈA�ԙC���S���ֹ�ں͵��_Cƽ�涨λ��㊙C�����_ƽ�桢�@���_�ף����õ��_㊡��@�����еďS�Ҳ����ٵ��_��ʽ���ԙC���ɶ�ֹ�ڶ�λ���@�����C���ɶ˹̶��ݼy�וr����������֪�����@�����C���ɶ��ݼy�וr�������ԙC���ɶ�ֹ�ڼ��C�����_ƽ��Č�߅ë����C��λ���������Լӹ���ĵ��_ƽ��s��λ���@�����ı��ǙC���ݼy���c���_ƽ��o�����C�������_��λ�á�
���´���r���F��ԭ�������N��
(1�����ڮa����؛�S�Ҷ࣬�T�������|����������ȫһ�£�����߅�c�C�����_��֮�g�ľ��x�������Ҍ��Q�������ஔ����`�
(2) ���ӱ����ijߴ��д���С��������λ����ë���棬�r��׃�Ρ��Aɰ�Y�̡�����ȱ���ȱ�ݣ�
(3) �C�����_���Ҳ������T������ȱ������λ��C�����������ȱ�ݡ��@�Nԭ��C��������ʹ�T�������γߴ�o��һ�£���ʹ��ͬһ���T�����ǧ���f�e���Ե��_ƽ��C��λ���܌��µĽY���ǙC�������ݼy���c���_ƽ��֮�g�����҃ɶ˾��x�գ��Еr����5��8 mm������Ե��_C�涨λ�o�����C�C���˿��c���_��λ�öȡ�
���˱��C���_�c�C���ɶ˿����_λ�ã����ڙC�����������ɷN������
(I) �ȼӹ����_ƽ�����Ե��_ƽ�涨λ�@�C���ɶ˿ס����ȱ��C�C��ë���ĵ��_�c�C���˿�̎�Ĵ��ӛ]��̫���λ���`���t���@�������c�C�����ӌ������@�eλ��Ӱ����^�������㊻��ٵ��_ƽ��r��Ҫ���C���M���A��λ�������ڱ��C����ƽ������ͬ�r��Ҫ��C�������c�C�����_�Č��Q�ԡ���˿ɸ�����ͬ��؛�S���T����ԭ�ЙC���ϰ��bֱ����ͬ�Ļ�Ӷ�λ�N����λ�N���c�C����������M�н��|��λ��ֻҪ�ڰ��b�C���r���C�����D������λ�N���ɣ������dz����㡣������ɵ��_ƽ����ԈD2�OӋ���@ģ�M���@�ס��˼��@ģ�����c��ʹ���˃ɼ�����Ť�D���ɣ����ڏ��ɵ����ã����Բ����]ͬҎ��C���������ĸߵK�`���^���ǘ˜����ĸ�Ҋ������λ�g϶�`��@�N�Ե��_ƽ�涨λ�@�C���ɶ˿ļӹ��������Ӷ������ஔ�ߡ�ͨ�^100�����ĸ�H2= 250�C���ļӹ����y��H1���Ҹ߶Ȳ�H��0.3 mm֮�ȣ�********�ϸ�
|