����plc��һ�N��ˢ�C����ϵ�y���OӋ�c���F
ͯ־��
(�����Ϣ���̌WԺ�㽭�f��Ժ�㽭����315100)
ժҪ���OӋ�͌��F������plc��mhi�c׃�l���M�B����ʹ����ˢ�Ԅӻ����M���ƾ��̺�����plc���Ƴ���������ָ��͗l��ָ���Q�˕�ͣ��֏Ϳ��Ƶij����OӋ���}��
�P�I�~��plc���M�B���ƣ���ˢ�C
�ЈD���̖��tp273 �īI���R�a��b
1����
ƿˢ��һ�N������ˢ�aƷ[1]-[2]���V�����ڲ���ԇ�ܡ�����������ϴˢ������plc��׃�l�����|�������Ƽ��g�����ˢ��ˇ�Ԅӻ���������y�ӹ���ʽ������˼ӹ�Ч�ʣ�Ҳ�_���ˮaƷ���|����
2��ˢ��ˇ�c����Ҫ��
��D1��ʾ����ˢ��ˇʾ��D����Ҫ��ˇ�����z�c���С��F�z���γ��Ρ���ë����ë���F�z���γ��Ρ��gë���wë�ȣ����O����Ҫ�C���������z늙C����ë늙C����ë늙C���gë늙C���wë늙C�ȽM�ɡ�
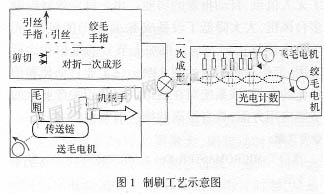
���z�C���Ǵ�ֱ���z�Cе��ָ���F�z�ĵײ����ρ����ټ����¶ˣ��ȴ�ˮƽ�Cе��ָ�M��һ�γ��Ρ�
��ë�C���ɷ�ë늙C��ë����ë��ͨ�^������ͳ�����ͨ�^����ָ�������c�ֱ۽M�ɵęCе�֏����ë���Ƶ���һ�γ��ε��F�z�ϣ��ʂ���γ��Ρ�
�gë�C���Խgë늙C���������ë�������γ��Σ������F�z��ë���Q��һ���g����Π�����м��wë��
�乤ˇҪ���c�������c�飺�ٮaƷ�����ĺ��ք��{ԇ���ڰ��Ԅӻ�ȫ�ԄӼӹ��aƷ���۹�ˇ�Д�̎�����F�z���o�rֹͣ�ͻ֏�������ȱ�F�z��λ���o���������ų������^�m������ȱë��ͣ���o����ȱë�r���c�ӿ��ƣ��������ų������^�m�������ܻ��i���o�����z��ָ���¡��gë���M�˺͙Cе���Ƅ����߱�횻��i�����SӋ���Y�������z��ָ�˻غ�����ë����t�͕��p�Ĺ����C����
3����ϵ�y���OӋ
3.1Ӳ���OӋ[3]
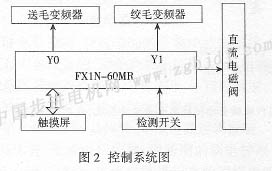
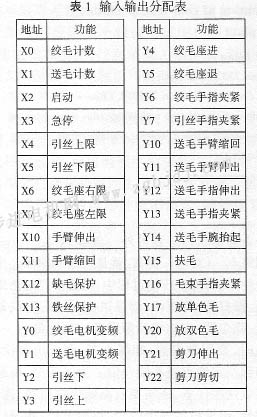
��D2��ʾ�����ϵ�y�M�ɈD������������plcfxln-60mr��36�cݔ�룬24�cݔ������ݔ��ݔ���������1��ʾ���_�_�|����dop-a57gstd���ڿ�������ݔ�롢�����{�����@ʾ�ȡ�
׃�l������fr-s520se-1.5k-cht���քe����ë늙C�ͽgë늙C��������׃�l늙C�����˴_���gë��ʼλ�þ��ȣ���늙C�x�Î��Ƅ�����׃�l늙C[4]��
3.2�|�����ˆ��OӋ
�|����(hmi)�����˙C���棬���ڿ���ϵ�y����ݔ����\�Р�B�@ʾ��߀�ɹ��splc��ݔ���YԴ[3]-[5]���ڱ�����ϵ�y�|�������ˆ���D3��ʾ��
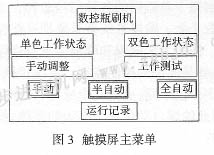
�����|����߀�������O�ã����{����������ɫ���pɫ��ë���L����ë�L�ͽgë�D���ȣ���ӛ䛮aƷ�\�У��\�Еr�g���aƷ���������@ʾ���ϣ�ȱë���^�z�����{�ô惦����
3.3ܛ���OӋ
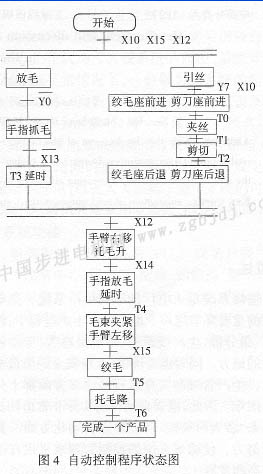
ϵ�y������ք��{ԇ�����Ԅ��{ԇ��ȫ�Ԅ��{ԇ���ք��{ԇ�ǿ��]�����Ԅӻ�ȫ�Ԅ��\��ǰ�Ȍ��ӹ��ĮaƷ�O�����P������ȫ�Ԅ������Ƴ�����������Ʒ���[5]������ë�����f���F�zһ�ɂ��^���ò��з�֧���ƣ��Կs�̮aƷ�ӹ����ڣ�����ƿ�D��D4��ʾ��
3.4ȱë���F�z���o
���C�����F�F�z�����������^�ȹ��ϕr���C����Ҫ��ͣ�������Ƴ����Ҫͣ����ijһ��B���˕r������ָ�������ֹ���ǰ�Ġ�B����������������ͣ���������ų����^�m�������D5��ȱë���F�z���o������������ָ��mc��mcr���l��ָ��cj����B��ͣ�D���o���^���m8040�ܽ�Q�F�z�� |



