����ŷ������{ƫ�Ԅӿ����b�õ��OӋ
���x
(�½����I�ߵȌ��ƌWУ늚��ϵ���½�����ľ�R830091
ժҪ�������Ͽr�������a���M�м��g�����^���У�Ҫ���܉�ʴ_�S�ӵ��и��\���е����Ͼ��������n�}�M�����˹�늂��������Fλ�Ƶęz�y��������Ӿ�·��ƫ����̖�M���A̎���ͷǾ����a�����\��̎����̎��ƫ���������ϵ�y���������÷e�ַ��xpid���Ʒ������푑��ٶȣ�pwm��̖���Ɵoˢֱ��늄әC���M�п����ŷ��{ƫ�������һ�N�����ھ��ǽ��|�z�y�Ĺ���ŷ��������{ƫ������
�P�I�~��ƫ����̖������ŷ����{ƫ
�Ї����̖��tp273 �īI���R�a��b
1����
ij���ϏS��aƷ�{������Ҫ��ԭ�M�ڵľ�������Ĥ���a���M�м��g���졣�Ԅ��{ƫ�����и��b���Ǽ��g������ă��ݣ��b��Ҫ���܉�ʴ_�S�ӵ��и��\���е����Ͼ����������������ٶ�o 5-4m��s���и��`���3mm�����ھ������Ϗ������Cе݁ϵ��ƽ�м�ƫ�ģ�����ʹ��������ƫ����ɟo����Ĥ����Q�ٶ��c����֮�g��ì�����b���OӋ����Ҫ���}���OӋ����Ҫ�h�����ھ��ǽ��|�z�y��ƫ����̖�A̎����̎�����Ĕ���̎�������õ�ܛ�����Ʒ���������{ƫ푑��ٶȡ�
2ϵ�y�Ę���
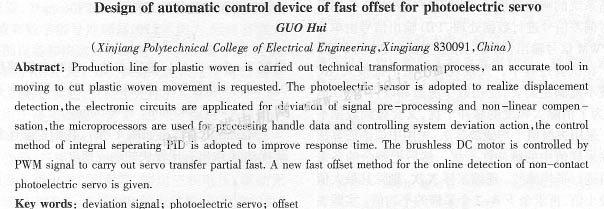
�b���ɹ�늂���������̖�c̎���·������̎����dspic��������׃�����o�������oˢ늄әC���Cе���Ӽ����ܽM�ɣ���D1��ʾ��
3��늂����������^��
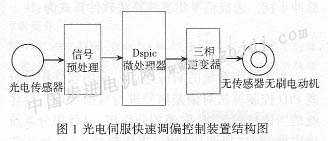
�����ھ��ǽ��|�z�y�{���\�е����Ͼ�����������bh2���Թ�늂��������������Ȳ��зǾ���У���·�͜ض��a���h�����p��늘�������жȲ��{�㡣�����������gλ�Õr��ƫ����㣬��ͨ����ȣ�늘�̎��ƽ���B��ݔ�����㡣��������ƫ�r����������λ��ͨ�^��늂�����늘�׃�ɲ��늉���̖�����^rc�V��������ݔ�뵽�\���M��늉��ŴŴ���r4��r5��r6��c1�Q����늉���̖ݔ��Ӌ��Cģ�Man4�˿ڡ��������y���\��Ŵ���ݔȽ�cλ������������D2��ʾ�����Կ���ݔ�����Զ��^�á�
4ϵ�y���Ʒ�������
���˝M��������׃���\���ٶȵ���Ҫ��������̖̎�������Ɔ�Ƭ�Cdspic30f�����l��16m����Ƭ�C��ݔ����̖�M�Д����D�Q�����֞V�����������ϵ�y��푑��ٶȣ����÷e�ַ��xpid�����㷨��ƫ����̖�M�Д���̎����pidݔ����̖�Ɇ�Ƭ�Cpwm��̖ݔ������������׃��igbt���ʹܡ�
��ԇ��^���У��l�F�F��늴Ÿɔ_�ܴ�rc�V�����ܝM����Ҫ�����Ô��֞V����Ӳ��dog�·��������������ȵ��}�_�ɔ_����Ҫ��������ƽ��������ȥ�Oֵƽ���V���㷨��������ֵ�V���㷨�V���ɘ�ֵ�е��}�_�Ըɔ_��Ȼ���ʣ��ĸ��ɘ�ֵ�M��ƽ���V�����B�m�ɘ�n�Σ�����****ֵ����Сֵ����������n-2���ɘӵ�ƽ��ֵ�����`�������@�N�������������S�C�ɔ_�����ܞV�����@���}�_�ɔ_��ȥ�Oֵƽ���V���㷨ܛ����ʽ�飺

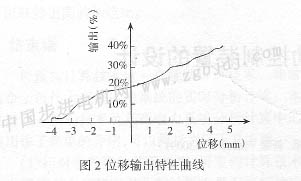
�������ϵ�y��푑��ٶȣ�����ܛ���e�ַ��xpid�����㷨��ƫ����̖�M�Д���̎�������w���Ǯ�λ���^��r��ȡ���e�����ã�����e��ϵ�y�����Ԝp�������{���Ӵ�λ���^С�r������e�����ã��Ա������o���߿��ƾ���[3]��
�O���T�ޞ�4�������^�̿���λ��ƫ��e****ֵ����4����ϵ�y������e�֭h����ֻ��pd���ƣ����^�̿���λ��ƫ��e****ֵС��4����ϵ�y����e�֣��M��pid���ơ�ܛ����ʽ�飺�ڷe��헳�һ����ϵ���£���=1����e****ֵС��4������=o��e****ֵ����4�����e�ַ��xpid�����㷨���_ʽ�飺

���H���õķe�ַ��xpid���f�ɔ����_ʽ�飺
�e�ַ��xpid�������������A�S푑����R�����õ�ϵ�y���f�������ƞ飺
|



