�X�Ͻ����T����(n��i)���ڽ���e�Ĵ_��
����\���㽭�{(di��o)��늙C�S�о�����
1����
���R���{(di��o)��늙Cͨ�����ں�����������������x���x���ϡ�����(j��)����(n��i)���Ñ���Ҫ�����w�eҪ��С��������Ҫ�p�������㲿��һ������X�Ͻ���ϡ�ʹ���Љ��T���İٷ�֮40��50
�ďUƷ�����ڝ�עϵ�y(t��ng)�OӋ����������ɣ�����Ҫ��߉��T�����|(zh��)����������a(ch��n)�ʣ����_�_����עϵ�y(t��ng)�Ľ���e�c�T���|(zh��)�����Pϵ�ǘO����Ҫ�ġ�
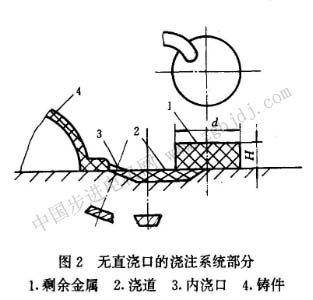
2��עϵ�y(t��ng)���ڽ���e�Ĵ_��
����(j��)���ڌ���λ�ã�һ���ɴ�����ע�c��(c��)ע�ɷN��עϵ�y(t��ng)���ע�ă�(y��u)�c��ֱ����ֱ���c�T����(g��u)��һ�w��ʡȥ�˙M�����c��(n��i)���ڣ����ڶ���(sh��)�O���T����픶ˡ�����ֱ���ڵĝ�עϵ�y(t��ng)��D1��ʾ�������c�nj�����Һ���T���Ă�(c��)�挧�룬���ڌ��T���]������Ҫ�����^�ձ顣�oֱ���ڵĝ�עϵ�y(t��ng)������D2��ʾ��
����(j��)���w���W��ʽ��
s=m/put (1)
ʽ��s������(n��i)���ڽ���e
m�����T��������������עϵ�y(t��ng)���Ś�ϵ�y(t��ng)������
u������(n��i)�����M��̎�Ľ��ى����ٶ�
t������ǻ���r�g
p��������Һ�ܶ�
��ʽ(1)�ɿ�����(n��i)���ڽ���es�c�T������m��һ���������S���T�����������ӣ�����eҲ���������ڌ��Hԇ��У����r�gt�;��ٶ�u������ϵ��(sh��)��������ʽ��ʾ��
u=u0��k1��k2 (2)
ʽ��u0�����~�����ٶȣ�һ��ȡ15m/s
k1�����c�T��������P�ğo���ϵ��(sh��)
k2�����c�ȉ����P�ğo���ϵ��(sh��)
t=to - k3��k4 (3)
ʽ��t-�~�����r�g��һ��ȡ0.06s
k3�����c�T���ں����P�ğo���ϵ��(sh��)
k4�����c�Ͻ�N����P�ğo���ϵ��(sh��)
��ʽ(3)�ɿ�������(n��i)���ڽ���e�c�T������m�����r�gt�;��ٶ�u��һ�����Pϵ�����@Щ�����ֺ;��w�Ĺ�ˇ����(sh��)���P��
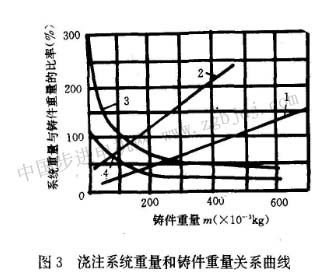
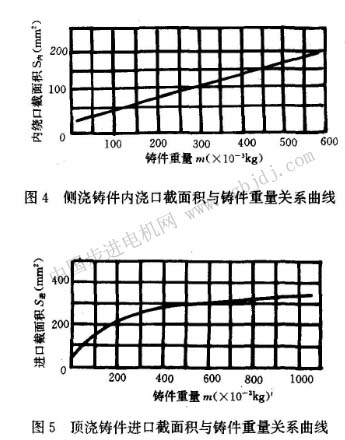
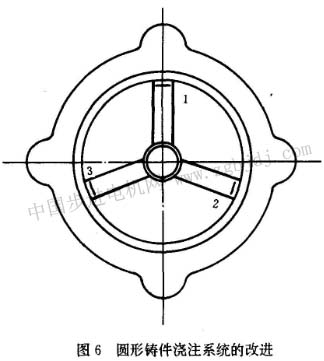
���`�C�����X�Ͻ����T����ˇ����(sh��)�Љ��������ȣ��������ٶȡ�ģ�ߜضȡ��Ͻ�ע�ضȡ��։��r�g����ģ�r�g�ȡ�픝�עϵ�y(t��ng)�͂�(c��)��עϵ�y(t��ng)�ֲ�һ�ӣ��ĝ�עϵ�������T���������Pϵ�����Ϳɿ������քeҊ�D3���D4���D5��
ͬ�rҲ�ɿ�����С�T�����˱��C����Һ�������ԣ���עϵ�y(t��ng)�����OӋ�^С���������m����Щ����עϵ�y(t��ng)�������c�T�������ı������S�T�����������L���pС���@��Ҫ��Ҫ���C����Һ������^���о���һ�������ٴ_�����r�g�������T����עϵ�y(t��ng)�����c�T�������ı��ʞ�ٷ�֮90��300�������T���s��ٷ�֮40��90����(c��)���ڵă�(n��i)���ڽ���e���S�T���������Ӷ����ӵģ������(n��i)���ڽ�����������Һ���ӵ��B�m(x��)�Ժ�����ʣ���ÿ��犵Ć�λ�w�e��������s�������r�g��ʹ�����_�����c�o�������f������Ч���Ķ����C���ܵă�(n��i)���M������������������ӵ����T������e�İٷ�֮25��30�r�����r�g���_ʼ���L�����ԃ�(n��i)���ڽ���e�����ܟo���ƼӴ�������һ��������(n��i)��
3�Pϵ�����đ���
�ڑ��������r���ɰ��T�������������e��������ʽӋ�㡣
ʽ��s�����M�ڽ���e
�ա����M��ֱ��
�ġ����M���T���ں�
���Չ��T�C��Ҏ(gu��)����б�ȣ��Ϳ�����M����ֱ�����A�����������0. 2kg��ƽ���ں��3mm����D6��ʾ��
�����r����1̖��(c��)���ڣ��Y(ji��)���T����������^�࣬�M�������ܣ��ϸ��ʺܵ͡���ʹ����1��2̖��(n��i)���ڽ���e���mȻ�����˽�һ���T���|(zh��)�������ϸ����Բ��ߡ�
|