���M늄әC��ᘿ��_���C�ϵđ���
�θ��� ��܊е���̌WԺ��
������ ��ʯ���f�м����о�����
1����
���ȵ��_���C���˹�������Ҫ�_��ÿ��犎�ʮ���_���ٶȣ���������Ҫ�S�rע���_���������r�{���_������ƫ��ڄӏ��ȷdz������y�Կ����_���ľ��ȡ��ٔ��N�_���C���m�й���ԄӸ�ۙ�b�ã����z�y�c���ЙC�����M���⣬�ʷ����ȵͣ��ٶ�Ҳ�_�����OӋҪ��
�������Ƶ��ò��M늄әC�����_���������Ĉ���늙C���Æ�Ƭ�C������mƫ�IJ����ͷ����H�Y�����Σ��{ԇ�S���㣬���F�˙C�һ�w���OӋ�������_�������ڵ�Ŀ�ģ��ȇ���ͬaƷ���ٶȺ��_�����ȶ����ஔ�����ߡ�
2��Ҫ���gָ��
a���z�y�������m����ᘿ�ë������������ë��ë�ȿ��Ҫ������_�����p϶�����c���ܽM���������б��^�@���IJ��
b������ֱ���ķ������������@�M��̎������300��700mm��
c�������T��������̎����1000��2200mm��
d���m�����٣�12��60m/min��
e�����ﲼ�ͣ��ɡ���Ͳᘿ���p϶����1��5mm��
f���ʷ����ȣ�С�ڻ���ڡ�2mm��
g�����й��ψ�������ͣ��̎�����ܡ�
3�_���C�ĽY��
���C���Դ�����C�����������M����Ƭ�Cģ�K����ۙ����軘������ވ�̎��C�����и���ơ��������ƽM�ɡ�
�ʂ��_���IJ�Ҫ���^���C��ȥ���������ϱ��Cݔ��C���IJ��]�о������M�댧�����@��ᘿ�Ͳ�ӱ����_��ʹ���ﱣ�����ď��������^�ɹ�늂������M�ɵĂ����^����Ƭ�C�M�ɵ�����ģ�K�S�r�Д��_������λ�ã����l�����N����ָ����Ӽmƫ늙C���D�����rУ���_������ʹ��ʼ�K���ʼ��е��ڣ��_�������c��������ͬ�������_���������z�y�����r�����ވ��������_���;����C���Ԅ�ֹͣ����Ƭ�C̎�������Ӹ�ۙ늙C�Ԅӌ��p�����_�����ص�����λ�ú��������_�����ƺ;����\�ӣ�ϵ�y�^�m�\�С�
4���������OӋ�͈��ЙC�����x��
�_���C���P�I���_�����ٶȺ��_���ľ��ȣ��w�������Ǚz�y�ľ��Ⱥ͈��ЙC����푑��ٶȡ�������������OӋ�͈��ЙC�����x��͛Q���������C�������ܡ�
4.1��늂������Ę���
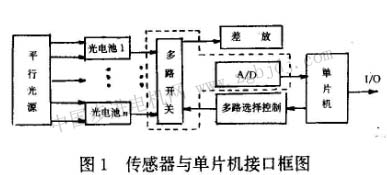
�������ɼt����Դ���ɵİl���^�����늳ؽM���ɵęz�y�^����Ŵ����̖�D�Q���ֽM�ɡ���ᘿ�����_�������ʹ��늳ؽM�������g�r�����t����^���y��r�������_�����ĵط������Ĺ�늳صõ���늄���̖���c�܇���늳ز�ͬ�����^����̖�M�зŴ��a/d�D�Q���Ɇ�Ƭ�C�R�e�_������λ�ã�����ָ�]�mƫ̎�������������_����Ҫ��ęz�y���ȡ��������c��Ƭ�C�Ľӿڿ�D��D1��ʾ��
���˝M��������y���ͷ֕r�ɼ���Ҫ���x�Î���·�_�P��a/d�D�Q����ͨ�^��|ֱ���c���y��̖�����x����̖�M�зŴ����D�Q���@�ӿ��Ա����·�_�P�����^����`��Ҹ�·��̖ͨ�^һ���Ŵ������Ԝp��Ӳ����
4.2����늙C���x��
�����_��Ҏ����푑��ٶȣ����x늙C���п���푑������c�����FС�{ƫ���Ŀ����{����늙C����Ҫ�����m�����D�أ������τӌ������@�����D���x���^�C늕r�g�����������S������׃��D���x���^С���ϲ��ӌ������@��������ɶ��D�����늙C�������l���D�S��Ť��ĬF����˳��x���M늙C�������늙C�����ؽ����Ժ;��l���Զ��m���r���������Բ����X݆�p�ٙC���Ϳ����_���τӵ�Ҫ����������˜p��Ԫ�����a�����������ӣ�ͬ�r������늙C�����D�g϶�`��͂��f�`��Įa�������ϵ�y�ľ��ȣ�����ϵ�y�Y����Ҳ�����a���p����©����ɵĿ�����Ⱦ�F��
4.2.1늙C���L�Ĵ_��
����ǰ�M�ٶȼ��_���ٶȞ�60m/min���t��im/s��1mm/ms���ڴ��ٶ��£���������ƫ�x�_����5mm���������r���_�����c�S����60�ȊA�ǣ��@��ÿǰ�M1mm��ƫ��������0. 866mm���@��Ҫ����ǰ�M�^���У�ÿǰ�M1mm��Ҫ���r����0.866mm���ϲ��ܱ��C�{�������_���п�λ�á�������ǰ�M�ٶȞ�imm/ms��Ҫ��ÿ�������������횴���0. 866mm�����O����ÿ�������������1mm�����˿ɴ_�����M늙C�������l�ʼ�ÿ���D�� |