��������Ч�ͺĹ��S�ٴ��껨�¹�ˇ
����壨�ɶ�늙C�S610051��
1����
���S��늙C����Ҫ�������ձ��әC���_�A�S��܇��ĥ�ȹ������ܴ����a�����L��ԭ���Ϻēp�࣬����Ч��͡�1986�������_�A�S�Ğ���S��Ҋ�D1�������o��ĥ��L�������S���a������һ���L����ˇ����ʹ���S�c�F�ăȿ��ι���ϡ��L����ȡ�ڝL�z�C���ÝL��݆�ӹ������S���a�������y�P���������y���ǝL��݆�����죬ȫ����ʮ�ҹ��ߏS�oһ�S�������a�������늙C�ИI����늙C���ù��S�IJ��ࡣ�L��݆�ļӹ��y�ȴϸ��ʵͣ���������һ�^���l���λ����˵Ĺ��S�L��݆ȫ��U�����ڶ����ص�Ӱ푣��L�����y����׃�����X�������ٷ�֮��ʮ���ң�������;ͣ�a���������ٷ�֮10��20���꽛���pʧ10���fԪ���ټ��ϲ��ϝq�r���aƷ�ɱ���ߡ����ǣ������������Ч�ͺĹ��S�ٴ��껨�¹�ˇ�����S�ٴ��껨�aƷ�|���@����ߣ���ȡ���˝M���Ч����
2���S�ٴ��껨�¹�ˇ
2.1�껨���gҪ��
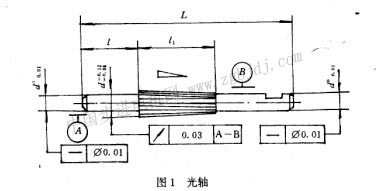
�껨�ǹ��S���a�е����һ���P�I���껨�|���Q����ϴ�C��Óˮ�C�軹��S�����Ŀɿ��ԡ����S�껨���gҪ����D1��ʾ�����S���yֱ����6��14mm�����y�L��20��50mm������������0.03mm�����Sȫ�L 120��200mm����ֱ�Ȧ�0. 01mm��
2.2���S�ٴ��껨�¹�ˇ
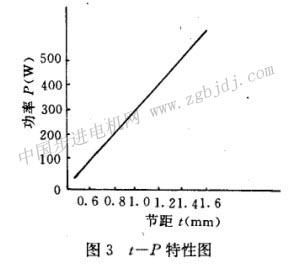
 1.�ϴ껨��2���n��3������4���´껨��
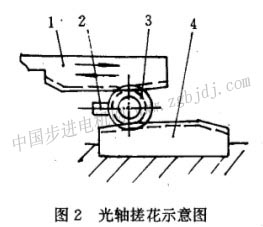
���S�ٴ��껨��D2��ʾ���껨���ý�������׃�ε�ԭ������ţ�^�ٴ���������´껨��̶����ӣ��ϴ껨���������\�ӣ����S�����´껨��D�����������£��ڹ��S�A�����γɾ���Ļ��y����ˣ��껨���y���؏ͣ��o���X����������������λ��y�ęM����e���ȸߣ����i�������܂��f���ʵ�늄әC������t�c����p�����ȡ�������D3��ʾ���M���˹��S��헼��gҪ��0.6 0.81.01. 21. 41.6����t(mm)
3 �껨�¹�ˇ�c�L����ˇ�Č��ȷ���
�L����Ҫ�����^�ߵĝL�z�C�����Ժã������ɿ���������ͬҎ��ĝL�z�C���OӋ��ֱͬ���ĝL��݆���X���࣬�ߴ羫����λ����Ҫ���^�ߡ����Ƶľ��и�L��݆�����E�A�ȳ�����ɞ�UƷ���Еr���늙C���a����ͣ�a��ÿ����50���םL��݆�����㏊���a���L���|��
���������UƷ�ࡣ
�껨�o�辫�ܙC�������fţ�^�ٴ���ɡ��껨���߽Y�����Σ���������ʡ���X���٣���ˇ�Ժã���r�͡��껨�|���������o�U��Ʒ��
4�Y�Z
�껨4��5s����ÿ��һ�࣬��a60--70�f�_��ϴÓ늙C��һ���껨��������ȫ���΄ա��껨����������¹�ˇ��ߵ��߉����ǂ��y��ˇ��50�������ߵijɱ�����0. 001Ԫ������
ͨ�^�껨�c�L�����^����Ҋ�L��݆�y�����졢�UƷ�࣬���a�ɱ��ߡ��껨Ч�ʸߣ��ɱ��͡�
(�ո����ڣ�1994-07-27)
|