ą▒▓█╩ĮČ©ūėĶFą─Ą─ē║čb─ŻŠ▀Ą─įOėŗ
ąņ ęŃ (╔“Ļ¢╬óļŖÖCÅS 110041)
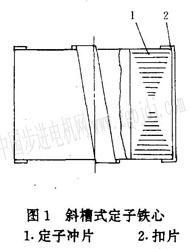
─┐Ū░Ż¼╬óļŖÖCųąĄ─Č©ūėĶFą─┤¾▓┐Ęų╩ŪČ©ūėø_Ų¼┼c┐█Ų¼ē║║Žį┌ę╗ŲŻ¼▓óŪęČ©ūėĶFą─▌^ČÓĄ─╩Ūų▒▓█╩Įē║čbŻ¼─ŻŠ▀▒╚▌^║åå╬ĪŻČ°╬ęÅS─│ą═╠¢Ą─ļŖÖC╩Ū▓╔ė├ą▒▓█╩ĮČ©ūėĶFą─Ż¼╝┤Č©ūėĶFą─į┌ē║čbĢr░čČ©ūėø_Ų¼ą²▐Dę╗éĆ▓█ķgŠÓŻ¼╚╗║¾ė├┐█Ų¼ē║║ŽČ°│╔Ż¼╚ńłD1╦∙╩ŠŻ¼▀@ĘNē║čbĘĮ╩ĮĮo─ŻŠ▀įOėŗĦüĒ┴╦ę╗Č©Ą─ļyČ╚ĪŻ
1ē║čb─ŻŠ▀Ą─ĮYśŗ
×ķ┴╦ē║čbą▒▓█╩ĮČ©ūėĶFą─Ż¼▓óŪę▀m║Ž▓╗═¼┼·┴┐╔·«aĄ─ąĶ꬯¼įOėŗ┴╦Č■╠ūČ©ūėĶFą─ē║čb─ŻŠ▀Ż¼╚ńłD2ĪółD3╦∙╩ŠĪŻ
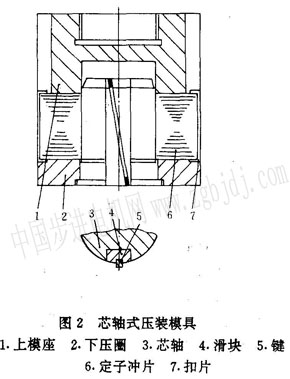
łD2╩Ū▓╔ė├ąŠ▌S╩ĮĮYśŗŻ¼╝┤į┌ąŠ▌S3╔Žķ_ę╗éĆ▓█Ż¼į┌▓█ųą╝ė╚ļ╗¼ēK4Ż¼░čµI5Ķéį┌╗¼ēK4╔ŽŻ¼ęį┤╦▒ŻūCČ©ūėø_Ų¼ą²▐Dę╗éĆ▓█ķgŠÓĪŻ
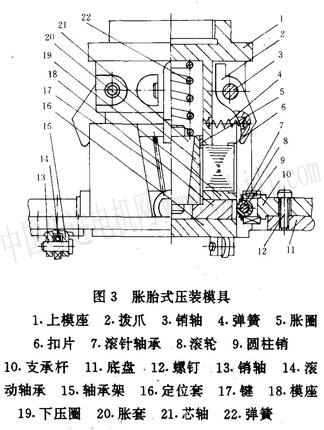
łD3╩Ū▓╔ė├├ø╠ź╩ĮĮYśŗŻ¼╝┤░č├ø╠ū20ŃŖ│╔╚²ēKŻ¼░čµI17Ķéį┌Ųõųąę╗ēK╔ŽŻ¼ęį▒ŻūCČ©ūėø_Ų¼ą²▐Dę╗éĆ▓█ķgŠÓŻ¼╚╗║¾═©▀^├ø╚”Ī«5░čČ©ūėø_Ų¼├øŠoĪŻ
2╣żū„įŁ└Ē
2Ż«1ąŠ▌S╩ĮĮYśŗ╣żū„įŁ└Ē
╩ūŽ╚░č╗¼ēK4Ę┼╚ļąŠ▌S3▓█ā╚Ż¼Ę┼į┌Ž┬ē║╚”2╔ŽŻ¼╚╗║¾░čČ©ūėø_Ų¼čžų°µI5Ą─ĘĮŽ“»BčbŻ¼┤²Č©ūėø_Ų¼Ą─öĄ┴┐▀_ĄĮ║¾Ż¼░č┐█Ų¼┤“╚ļ┐█Ų¼▓█ā╚ĪŻė├╔Ž─Żū∙1░čČ©ūėø_Ų¼ē║ŠoŻ¼į┘ė├╩ųÕNīó┐█Ų¼Č╦▓┐įęÅØ╝┤┐╔ĪŻąČ─ŻĢrŽ╚░蹊▌S3═╦Ž┬Ż¼║¾īó╗¼ēK4Å─Č©ūėĶFą─▓█┐ūā╚═╦│÷ĪŻ
▀@ĘN─ŻŠ▀ĮYśŗ║åå╬Ż¼čbąČÅ═ļsŻ¼ä┌äėÅŖČ╚┤¾Ż¼╔·«aą¦┬╩Ą═Ż¼ŪęČ©ūėĶFą─║ŽĖ±┬╩Ą═Ż¼āH▀mė├ė┌śėÖCįć“׫aŲĘ╝░ąĪ┼·┴┐╔·«aĪŻ
2Ż«2├ø╠ź╩ĮĮYśŗ╣żū„įŁ└Ē
╩ūŽ╚īó╔Ž─Żū∙1═¼ē║čbÖC╣╠Č©║├Ż¼░čĄū
▒P11Ę┼į┌ē║čbÖCŽ┬─Ż░Õ╔ŽŻ¼░čČ©╬╗╠ū16Ę┼į┌Ąū▒PllųąķgŻ¼į┘īóŽ┬ē║╚”19Ę┼į┌─Żū∙18╔ŽŻ¼░č├ø╚”5Ę┼į┌Ž┬ē║╚”19╔ŽŻ¼├ø╠ū20Ę┼į┌├ø╚”5ā╚Ż¼į┘░čÕFą═ąŠ▌S21Ę┼╚ļ├ø╠ū20ā╚ĪŻ╚╗║¾░čČ©ūėø_Ų¼čžų°µI17Ą─ĘĮŽ“»BčbŻ¼┤²Č©ūėø_Ų¼Ą─öĄ┴┐▀_ĄĮ║¾Ż¼ė├╩ųÕNŪ├┤“ę╗Ž┬ÕFą═ą─▌S21Ż¼┤╦Ģr├ø╚”5Ž“═Ō├øŻ¼░čČ©ūėø_Ų¼├øŠoĪŻį┘īó┐█Ų¼6┤“╚ļ┐█Ų¼▓█ā╚Ż¼īó├øŠoĄ─Č©ūėø_Ų¼▀B═¼Ž┬ē║╚”19║═─Żū∙18Ę┼į┌Č©╬╗╠ū16ā╚Ż¼į┘Ę┼╔ŽÅŚ╗╔22ĪŻ
Ųäėē║čbÖCŻ¼▀@Ģr╔Ž─Żū∙1į┌╔Žė═ĖūĄ─“īäėŽ┬ķ_╩╝ē║┐sÅŚ╗╔22Ž┬ąąŻ¼ų▒ų┴ē║ŠoČ©ūėø_Ų¼Ż¼Ąū▒P1lķ_╩╝į┌Ž┬ė═ĖūĄ─“īäėŽ┬╩╣ØL▌å8čžČ©╬╗╠ū16Ą─╗¼Ą└ē║Šo┐█Ų¼6Ž“╔ŽęŲäėŻ¼▀@ĢrĄū▒P11ę▓ū„łAų▄▀\äėŻ¼«öØL▌å8┼cō▄ū”2Įėė|║¾Ż¼ō▄ū”2░č┐█Ų¼6Ą─Č╦▓┐ē║ÅØ90oŻ¼▀@śė┐█Ų¼6Š═░čČ©ūėø_Ų¼┐█ŠoĪŻ╔Ž─Żū∙1║═Ąū▒P11═╦╗žįŁ╬╗Ż¼ų┴┤╦š¹éĆē║čb▀^│╠═Ļ«ģĪŻąČ─ŻĢrŻ¼īóÕFą═ąŠ▌S21═╦│÷Ż¼┤╦Ģr├ø╚”5Ž“└’╩š┐sŻ¼░čĶéµIĄ─├ø╠ū20═╦│÷Ż¼╝┤┐╔─├│÷Č©ūėĶFą─ĪŻ
▀@ĘN─ŻŠ▀ļm╚╗ĮYśŗÅ═ļsę╗ą®Ż¼Ą½čbąČ║å
å╬Ż¼£p╔┘┴╦ä┌äėÅŖČ╚Ż¼┤¾┤¾╠ßĖ▀┴╦╔·«aą¦┬╩Ż¼Č©ūėĶFą─║ŽĖ±┬╩▀_ĄĮ100ŻźŻ¼╔·«aīŹ█`ūC├„┴╦įō─ŻŠ▀▒ŻūC┴╦Č©ūėĶFą─Ą─įOėŗę¬Ū¾Ż¼┤╦─ŻŠ▀▀mė├ė┌┤¾┼·┴┐ļŖÖC╔·«aĄ─ąĶę¬ĪŻ
3įOėŗę¬³c
3Ż«1ąŠ▌S╩ĮĮYśŗ
╚ń╣¹░čłD2ųąĄ─µI5ų▒ĮėĶéį┌ąŠ▌S3╔ŽŻ¼─Ū├┤ē║čb═ĻČ©ūėĶFą─║¾ąŠ▌S3Š═¤oĘ©═╦│÷ĪŻ┐╔ęŖŻ¼▒žĒÜį┌ąŠ▌S3╔Žķ_▓█Ż¼╝ė╚ļ╗¼ēK4Ż¼░čµI5Ķéį┌╗¼ēK4╔ŽŻ¼▓┼─▄▒ŻūCčbąČČ©ūėø_Ų¼Ą─Ēś└¹▀MąąĪŻ
3Ż«2├ø╠ź╩ĮĮYśŗ
×ķ┴╦£p╔┘ų¦│ąŚU10┼cČ©╬╗╠ū16╗¼Ą└Ą──”▓┴┴”Ż¼▒▄├Ō╗¼Ą└▀^īÆŻ¼▓╔ė├ØLßś▌S│ąüĒ£p╔┘─”▓┴ĪŻ
×ķ┴╦£p╔┘Ąū▒Pll┼cē║čbÖCŽ┬─Ż░ÕĄ──”▓┴┴”Ż¼╩╣Ąū▒Pllį┌ē║čbÖCŽ┬─Ż░Õ╔Ž╔²Ą─▀^│╠ųąŠ▀ėąę╗Č©Ą─łAų▄▀\äėŻ¼į┌Ąū▒P1l╔Ž▓╔ė├┴╦ØLäė▌S│ąĪŻ
×ķ╩╣ąŠ▌S21į┌ē║čb▀^│╠ųą▓╗Ž“╔ŽęŲäėŻ¼ęį▒ŻūCČ©ūėĶFą─└’ńM┼c═Ō╚”Ą─═¼▌SČ╚Ż¼ē║čbĢrį┌ąŠ▌S2l╔ŽĘ┼ę╗éĆÅŚ╗╔üĒ▒ŻūCČ©ūėĶFą─└’ńM┼c═Ō╚”Ą─═¼▌SČ╚ĪŻ
ē║čb═Ļ║¾Ż¼×ķ╩╣Ąū▒P1l─▄═¼ē║čbÖCŽ┬─Ż░Õę╗ŲŽ“Ž┬ęŲäėŻ¼▓╔ė├4éĆē║░Õ(łDųąø]«ŗ)░čĄū▒P11ē║į┌ē║čbÖCŽ┬─Ż░Õ╔ŽŻ¼Ą½▓╗─▄ē║ŠoŻ¼ę¬┴¶ėąķgŽČŻ¼ęį├Ōė░ĒæĄū▒P11łAų▄▀\äėĪŻ
(╩šĖÕ╚šŲ┌Ż╗1994-08-09)
▀M╚ļŻ║
|