��ߓQ��������ӹ��|(zh��)���ķ���
�����(���W�؎X��܇�㲿������˾�㽭317500)
1����
��ֱ������늙C(j��)�����മ��늙C(j��)�У��Q��������Ҫ���㲿������(du��)늙C(j��)�|(zh��)����Ӱ푺ܴ�
���˽���늙C(j��)�������õ�����ēQ��Ч�������̼ˢ��������(g��)늙C(j��)�ĉ������Q��������ӹ����|(zh��)��һֱ��늙C(j��)����S��ʮ����ҕ��ָ��(bi��o)֮һ��
��Ҏ(gu��)�ēQ��������ӹ��ֲڶ�ָ��(bi��o)�飬r=1.6��0. 8��m��Ƭ�g����(d��ng)e��0.003mm������ָ��(bi��o)Ҫ���^�ߣ�һ����r�º��y���C�������ߓQ��������ӹ����|(zh��)�������C�_(d��)���ӹ�����Ҫ��ɞ�ؽ�̽ӑ��һ��(g��)���}��
2�Q����܇���C(j��)
ͨ����(du��)�Q�����ı���ӹ�������܇���ķ���������ɡ�������y(t��ng)��܇���ӹ������г���ļӹ���ˇ��Ҳ�е����ÙC(j��)��܇���Q�����r(sh��)������ø���C(j��)�����ȡ������x�ߎ΅���(sh��)���x���m��(d��ng)?sh��)������ٶȵȷ�����ߓQ���������|(zh��)��a 3��
Ŀǰ�����ڌ��I(y��)���̶ȵ���ߣ���(gu��)�����M(j��n)���g(sh��)���O(sh��)������룬��(gu��)��(n��i)�S�ҵķ��Ƶȣ���늙C(j��)�����ИI(y��)�У��Ѵ������Ì��õēQ����܇���C(j��)�����ڙC(j��)���Y(ji��)��(g��u)�ĸ�׃��ԭ��Ӱ푼ӹ��|(zh��)����ԭ���Ѳ���ͬ�����б�Ҫ��(du��)܇���C(j��)��һ��B��
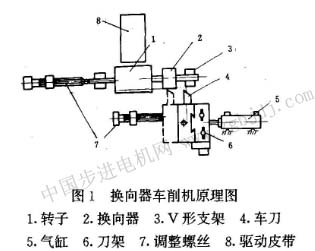
�mȻ�Q����܇���C(j��)�ж�NҎ(gu��)����̖(h��o)����λ�Ԅ�(d��ng)��ʽ�IJ�ͬ����������Y(ji��)��(g��u)ԭ����ȫ��ͬ����D1��ʾ��
�����^�̞飬��v��֧���Ϸ��ϴ��ӹ�늘С���늙C(j��)����(d��ng)�(q��)��(d��ng)Ƥ���D(zhu��n)��(d��ng)������Ƥ������늘У�ʹƤ���c늘���A�a(ch��n)������Ħ����(sh��)�F(xi��n)�D(zhu��n)��(d��ng)�����ߵ��\(y��n)���c���y(t��ng)��ʽ��ͬ�����Ŀv�M���M(j��n)�����ɶ���(g��)��ϵĚ�ף����ŷ�늙C(j��)���(q��)��(d��ng)��ɡ�
��(du��)܇���C(j��)����ҪҪ���У��C(j��)�������(d��ng)���ؑ�(y��ng)ԓ�õ����ƺ�������ʹ���(d��ng)���͵���С��v��֧��Ҫ���C���b��ͬ�Ķȣ��ɻ����(ji��n)�̹⻬���ж��r(sh��)���͝�(r��n)��ϵ�y(t��ng)���(q��)��(d��ng)Ƥ��݆�c늘���A��ĥ����(y��ng)ƽ�С��(q��)��(d��ng)늙C(j��)���ߵ��ٶ��{(di��o)��(ji��)����ȡ�
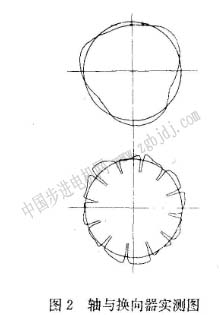
ͬ�r(sh��)��ˇҎ(gu��)������(d��ng)늘з���v��֧���ϕr(sh��)����֧���摪(y��ng)��늙C(j��)�S�а��b����ͬ����(zh��n)λ���ϡ��@�Ӽӹ�������늘а��b��늙C(j��)�� �IJ��A�棬�猍(sh��)�y(c��)�D2��ʾ��
3܇��
��ʹ����ͨ������܇����܇���ĺ����x��ͬ���DZ��C�ӹ����Ⱥ����Ч�����Ҫ�h(hu��n)��(ji��)���ړQ����܇���C(j��)�ϲ��õ��dz�Ӳ��������܇��������Ȼ����ʯ���������ʯ܇�������и���ĥ�ͳ�Ӳ���ܣ����L(zh��ng)�ڱ����h���ĵ��С����ӹ�����ijߴ硢���ȷ�(w��n)���Ժã��ӹ�����ֲڶȵȼ�(j��)�ߣ�����(gu��)��Q�� ��21���o(j��)���ߡ�����Ҳ��?y��n)�Ӳ��̫�ߣ��?d��ng)�{(di��o)ԇ����(d��ng)����Q���������|(zh��)�����ѣ���܇���^���г��F(xi��n)˦Ƭ�r(sh��)���O��(d��o)��܇�����ǣ����܇����(b��o)�U��
�����{(di��o)�������Ƕȡ��������������ٶȣ���(du��)���ߵĉ��������������ش����x���г�ijһȫ�Ԅ�(d��ng)���a(ch��n)���ϵČ�(sh��)�ù�ˇ����(sh��)���Թ�������
�Q�����ˏ���22. 64mm
��܇�ٶȣ� 350r/min
�ߵ������� 0. 12mm/r
��܇�ٶȣ� 350r/min
�ߵ����� 0. 05m m/r
4늘��S
����֧�Р�r�ĸ�׃���S���P(gu��n)�I�Ը��@ͻ����Ӱ푓Q�����ӹ��|(zh��)����Ҫ���S�ĈA�Ⱥ�ֱ���ȡ�
늘��S����(j��ng)�^ĥ���ӹ�����(y��ng)ԓ�����õĈA�ȣ���ͨ�^���ܵĜy(c��)������Y(ji��)�������е��S������ǣ�����ĈA��ֻ�ܽӽ������o���_(d��)����
����ĥ���������IJ��A�������Ќ�(du��)��ֱ����׃�F(xi��n)����˺��y���ڷ���y(c��)������һ��S�����^�����ÈA�ȃx��ֱ�ӵĺ���ǣ���(d��ng)�@�ӵ��S��v��֧�Ѓ�(n��i)�D(zhu��n)��(d��ng)�r(sh��)�����S��Ҳ�S֮׃��(d��ng)���ӹ����ēQ����Ҳ�γ�һ��(g��)�������ơ�
��һ��(g��)��Ҫ�������S��ֱ���ȡ�Ӱ��S��ֱ���ȵ��������܇���͉��ƯBƬ�ȡ�
��(d��ng)һ������׃�ε�늘��S��v��֧�������D(zhu��n)�r(sh��)�����ڏ��S�������ԣ��c�������в�ͬ����Ҋ�D3����?y��n)�Q���������c(di��n)b�c�S֧���������c(di��n)a�dz��ӽ������Լ��O(sh��)����ͬ�����D(zhu��n)܉�E����ô�Q������c�c(di��n)�����һ�U(ku��)���˵�܉�E�\(y��n)�D(zhu��n)���@�\(y��n)�D(zhu��n)܉�E�S�Q�����������L(zh��ng)�Ⱥ��S�ď����̶ȶ���׃����ʹ܇���õ��Č���һ��(g��)�LjA�εēQ������
|