�P(p��n)ʽ늙C(j��)�_���@�C(j��)
���l(w��i)��(gu��) ���c�� ����(ʏ��늹��C(j��)е�S241000)
l����
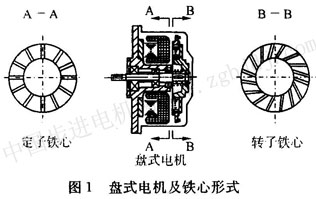
�P(p��n)ʽ늙C(j��)�����D(zhu��n)���F������һ�����ȵĹ��Ƭ���ϣ���(j��ng)�_����@���ɣ����F���ڶ������γ��¾��ۡ�����Ƭ�F��ͨ���鏽��ֱ�ۣ�����Ƕ�о�Ȧ���D(zhu��n)���F��ͨ�����c�돽��һ���Ƕȵ�б�ۣ������T�X�������D(zhu��n)�����S���γɚ�϶����D1��ʾ��
�P(p��n)ʽ늙C(j��)��һ�N�Y(ji��)��(g��u)��(ji��n)�Ρ��eʡ�ϡ�����(sh��)�F(xi��n)�Ƅ�(d��ng)��늙C(j��)�����������S��ߴ�С������ߴ���ڲ��و�(ch��ng)�ϱP(p��n)ʽ늙C(j��)���D(zhu��n)���ֿ����鹤���C(j��)��һ���֣������C(j��)��늙C(j��)���ӿɃH��늴�(li��n)ϵ���@һ�ж��f(shu��)���P(p��n)ʽ늙C(j��)��һ�N����ǰ;�Įa(ch��n)Ʒ���C(j��)е��������S���϶�P(p��n)ʽ�Ƅ�(d��ng)����늙C(j��)ϵ�е��_(k��i)�l(f��)���Ԅ�(d��ng)�_��C(j��)���P(gu��n)ָ�ϡ�
��(j��ng)�^(gu��)�����Ŭ����ʏ��늹��C(j��)е�S���Ƴɹ���һ�N��Ч��j98��2��5�͛_���@�C(j��)�������˱��ڏV��늙C(j��)���������˽���(xi��ng)���g(sh��)���Ƅ�(d��ng)�҇�(gu��)�P(p��n)ʽ늙C(j��)���ԱP(p��n)ʽ늙C(j��)�����е�����(y��ng)�a(ch��n)Ʒ�İl(f��)չ�����Ľ�B�P(p��n)ʽ늙C(j��)�����D(zhu��n)���F�ij��η�����j98��2��5�͛_���@����
2�F�ĵij���ԭ��
2��1�F�ĵij���ԭ��
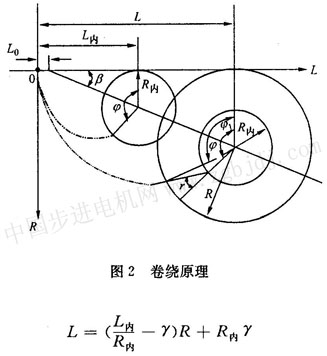
�P(p��n)ʽ늙C(j��)�F�ĵĎ���չ�_(k��i)������Ҋ(ji��n)���ڎ����ϵIJۿ��g���f�ΜpС���P(p��n)ʽ늙C(j��)�D(zhu��n)�ӺͶ��ӵ��Ԅ�(d��ng)����һ���������^(gu��)Ԕ�M�ķ��������˱��ڔ������ģ�����Y(ji��)Փժ�����£���Ҋ(ji��n)�D2��
ʽ�� r��(n��i)�����D(zhu��n)�ӻ��ӵă�(n��i)�돽
l��(n��i)�������@�돽��r��(n��i)�r(sh��)����(sh��)�F(xi��n)���@�Ǧ����еĎ����L(zh��ng)�ȣ����O(sh��)Ӌ(j��)�_����j98��2��5�͙C(j��)�O(sh��)����=
r�����F�ĵļ��r(sh��)���@�돽
l�������@�돽��r�r(sh��)����(sh��)�F(xi��n)���@��
��1��������L(zh��ng)��
�á����¾��۵ăAб��
��(d��ng)y=0�r(sh��)�����F���¾��۞鏽��ֱ�ەr(sh��)
�˞�l��r����(bi��o)ϵ���^(gu��)����(bi��o)ԭ�c(di��n)��ֱ�����̣��京����Ҫ��@�Ï���ֱ�۵��F�ģ��F�����đ�(y��ng)ԓ�r(sh��)��̎���^(gu��)����(bi��o)ԭ�c(di��n)��ֱ���ϣ��_��ģλ������(bi��o)ԭ�c(di��n)̎��
��(d��ng)��>0���¾��۰�형r(sh��)�?l��)���ƫ�D(zhu��n)����(d��ng)ȡr=o����lo=r��(n��i)�ã����F������֮܉�E��(y��ng)��l����(bi��o)��һ���ؾ�r��(n��i)�á�
ͬ������(d��ng)��<0�r(sh��)���¾��۰���r(sh��)�?l��)���ƫ�D(zhu��n)���F�������Ƅ�(d��ng)܉�E��l����(bi��o)�ཻ����
һ��(g��)ؓ(f��)�ؾ�r��(n��i)�á�
2��2���ϵ��`�����
�ھ��w�O(sh��)Ӌ(j��)�б�횿��]���Ϻ���`�(du��)���@���a(ch��n)����Ӱ푡��P(p��n)ʽ늙C(j��)�����D(zhu��n)��������η����Ŀ����Է���һ������ָ�������D(zhu��n)�����ϡ����Sб���a(b��)������****���γɷ����������`���Ӱ���С��ԓ����������б���a(b��)����һ�N�S�C(j��)�a(b��)��������(d��ng)�Ϻ��`��ʹ�ü��r(sh��)�վ��돽���ڻ�С����Փ���r(sh��)�վ��돽�r(sh��)���F�ĵļ��r(sh��)�վ��돽ʼ�K��l����(bi��o)���С���Փ���@��һ�N������O(sh��)Ӌ(j��)������
����(j��)�ҏS�������e�۵��O(sh��)Ӌ(j��)��(j��ng)�(y��n)���J(r��n)������������Փ�������_�ģ������S�C(j��)�a(b��)���r(sh��)��(d��o)��匦(du��)�F�ĵ��������ܕ�(hu��)ʹ�F�IJ���׃�Σ���׃�Οo(w��)����ǰ��Ӌ(j��)��������j98��2��5�͙C(j��)���O(sh��)Ӌ(j��)�в����˶��D(zhu��n)���վ����վ��S����Փ�a(b��)������(qi��ng)���a(b��)������ÿ�_��һ�ۣ��վ��S��б�挧(d��o)܉���Ԅ�(d��ng)��(qi��ng)���Ƅ�(d��ng)��
ʽ�� �ġ������Ϻ��
z�����F�IJ۔�(sh��)
�¡�����(d��o)܉�Aб�ǣ�  �҂��J(r��n)�鎧�Ϻ���`��������S�C(j��)�ģ���ȡ�Q��܈�ơ��_(k��i)���^(gu��)�̵Ĺ�ˇ�ֶΡ����磬�_(k��i)���ɵĎ��Ͽ��ܱȹ��Q(ch��ng)��ȱ�����߅�����һ���IJ�����_(k��i)�����߅ë�̲��ȡ��@һ�ж���ӳ�����r(sh��)�վ��돽�ϣ��ھ��@n�Ӻ��r(sh��)�վ��돽���ٵ���r��(n��i)+n�ģ�����r��(n��i)+n�ġ�n���ģ���̎��n���ļ�����N�`����ɵļ��r(sh��)�վ��돽��׃��(d��ng)����
����O(sh��)����>0���F��ÿ�@һ�ܣ��ۿ�ƫ��2�С��ģ���(du��)��nȦ�ۿ�ƫ������2�С���n���ɈD3��֪����(sh��)�H�ϼ��l(f��)�����¾����ε�ƫ�D(zhu��n)������ʹ����׃�ɏ���ֱ�ۣ��t������Ƚoһ��(g��)ؓ(f��)�ؾ࣬����
|