���M늄әC�F��Ƭ�ě_����ˇ���c
������(����늙C�S)
1����
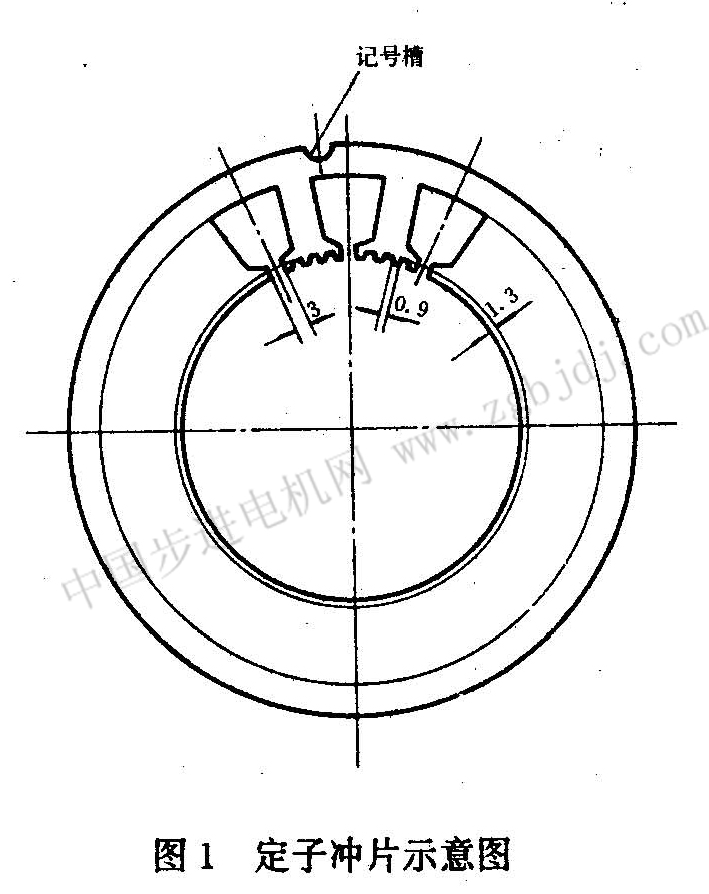
110BF3��1��5��0��75���M늄әC�nj��T�锵�ؙC���M�oϵ�y�OӋ���τ�늙C��ϵ�ҏS�c����늙C�о��������Ƶ��®aƷ��������ͨ늙C�и��ߵľ���Ҫ���`���Ą������ܣ��Զ��ӛ_Ƭ����(Ҋ�D1)������Ҫ���gҪ���ǣ��ߴ羫��lT6��ͬ�S���ʲ��O��02mm���_Ƭ������ɂ��ŘO���ŘO�ϵ�����С���β�֮�Ƕ��۷e�`��ܡ�3��ƽ��ë�̸߶ȡ�O��03mm��
��_���_Ƭ���|�������ȑ������_Ƭ����Ҫ���������ģ���пھ��ȵȼ�����������T�N��ˇ�����M�б��^��(y��u)�����x���^�ѷ�������������ģ�ߑ���ȡ��Ҫ�ļ��g��ʩ�����C��ˇ���������_���F��
2��ˇ��������
2��1���Ϻ�βۛ_
���Ϻ�βۛ_ԭ�����ǿ��еģ������ڲ��ُS�ҵ���ͨ��ʽ�_�ۙC�ķֶȾ��Ⱥͷָ�ȵ����ƣ��������ܝM��_Ƭͬ�S�ȼ��۷ֲ����ȵ�Ҫ��(�и߷ֶȾ��ȆΛ_�C�ďS������)����Ч�ʲ��ߡ�
2��2��С��ȫ��ʽ�_
�ø߾��ȵľ��и�C���ӹ��пڲ����m�ܱ��Cģ�ߵ����쾫�ȣ���ģ�Ͱ�ģ�ڴ�۲��츽���Ǹߑ����^(q��)�����ȼ���̎��Ч���O��_�Õr������Ʉ���ĥ�p�������a���Ѽy�����п�ĥ�p�ć��ز����������ģ�߉����ļ����½�����˴�С��ȫ��ʽ�_����һ�㲻�á�
2��3�B�m(x��)ģ���M�_
��һ���B�m(x��)ģ��ǰ��ɂ���λ��ͬ�r�_�ã�һ�����_��ۡ�ӛ̖�̓ɂ���λ�ף��������ԃɂ���λ��λ���_С�ێ���Ȧ�ָ��Ȧ������ɛ_�ơ��˷N����Ҫ��ģ�ߵ����쾫���^�ߣ��e�Ƕ�λ���ֵļӹ�Ҫ��ʮ�־��_���������^����ģ�����ďS���������ϕ���һ�����y��
2��4��ʽ�_��ۺ͏�ʽ�_С��
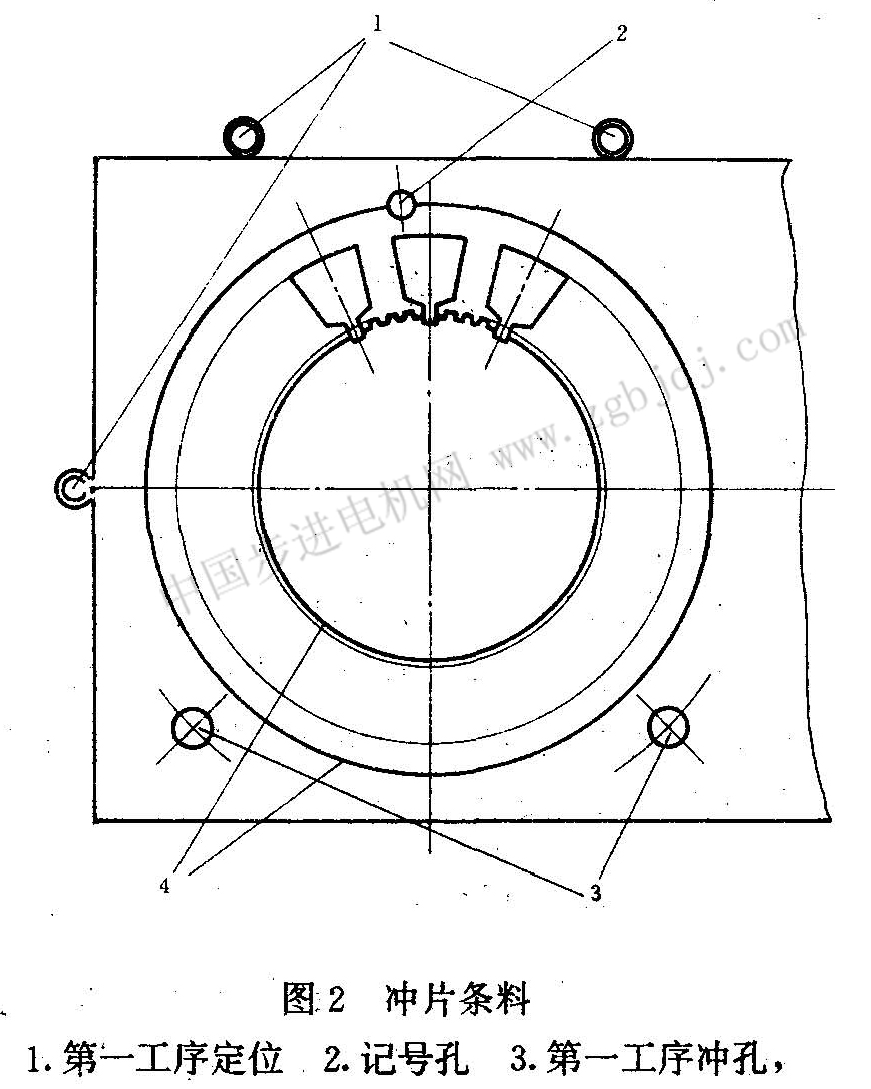
�������B�m(x��)ģ��һ�֞���������Ãɸ���ʽ�_ģ�քe���ɵ�������ɛ_�ƣ��@�ӼȽ�Q��ģ������Ҫ���^�ߣ�ͬ�r�ֱ��C�˛_Ƭ����Ҫ�_�Ʒ�����D2��ʾ��
�C���������������S���w��r�������õ��ķN��ˇ������
3ģ���OӋҪ�c
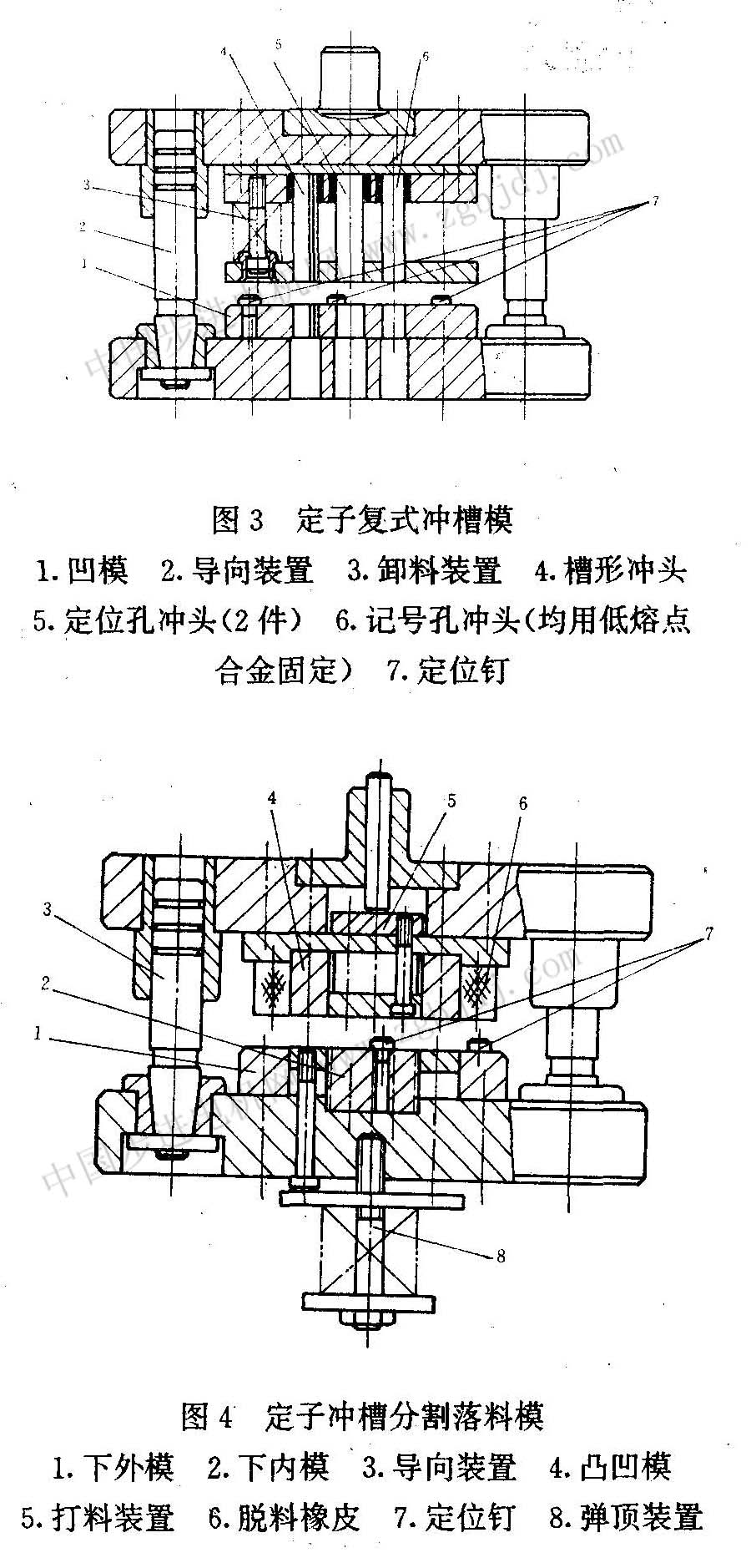
�����_Ƭ�ļ��gҪ���ķN��ˇ�����OӋ�����ӏ�ʽ�_��ģ(Ҋ�D3,�D��δ�����������ľ�ʾ����ᔻ��N�,�D4��ͬ)�Ͷ��ӛ_�۷ָ�����ģ(Ҋ�D4).
3��1����ģ�ߵ��пھ���
ģ���пڵijߴ繫�����λ����_�����1��2�OӋ(��һ�㾫���H��2��3)����ijһ�пڳߴ���OӋ��������һ�п��c֮���g϶��ʹ�ߴ�׃��������^ֱ�^�������ƣ������m������С����_�^(�D3���в��Ρ�ӛ̖����λ�כ_�^���Ĵ��Ӳ��������䏊�ȣ��簼ģ��HRC60-63���_�^HRC58-60��
3.2 ���ģ�ߵČ���
���Ä����^�õĻ��ӌ��������b�ã������c���Ļ����g϶������O��O 1 5��0��025mm�����������bģ�S���c�ϣ���ģ�����洹ֱ�ȑ�С��O��01��100�����C�_�Õr����ģ�п��g϶����ֹ��ģ���_���_Ƭ�|���ϸ�
3��3���C�_�õĜʴ_��λ
�ö��ӏ�ʽ�_��ģ�_�����ۺͶ���λ����һ�_�ù���Ķ�λ���DZ��C�ɷN���ξ��о��Q�Ե��P�I���ڣ��D4��ʾģ�߶���λ��c������λ����0��0��01��5mm�g϶��ϣ��D2�еě_Ƭ�l�ψDʾ���˵�һ���ڶ�����Ķ�λ��
3��4���ÿɿ���ж�Ϸ�ʽ
���ӏ�ʽ�_��ģ�����`��ɿ����⏗��ж���b��(Ҋ�D3)�����ӛ_�۷ָ�����ģ���Ȧ��ʽ�_�����ϣ��������鵹�b�Y��(Ҋ�D4)��ģ�߲����Ϸ����Ĵ�U�ϡ��ⲿÓ�l�ϣ��·��Ä����^�õď���b��픳��_Ƭ��ж�Ϸ�ʽ��ж���g϶������O��10��O��15mm�������ж�ϵĿɿ��Ժͷ�(w��n)���ԡ�
4�Y�Z
���ڹ�ˇ�����î�����ģ���OӋ�����ȡ�����������ļ��g��ʩ����ԇ�Ƽ��������a�У����_�Ƶě_Ƭ��ȫ�_������Ҫ�� |