�Ԅ�(d��ng)�_���е������b��
�߸�Դ ���Ϻ��о�늏S��
�_�����a(ch��n)�Ԅ�(d��ng)����(du��)��ߛ_�����a(ch��n)�ʺͱ��C������ȫ������Ҫ�����x�������(l��i)���ҏSϵ�е����ж����D(zhu��n)���ӛ_Ƭ�����a(ch��n)���������Ԅ�(d��ng)�����b�ã��_�����a(ch��n)�����w�O(sh��)���_���C(j��)�����Ľ�Bԓ�b�õĽY(ji��)��(g��u)�����O(sh��)Ӌ(j��)�͑�(y��ng)�á�
1�_����ˇ��Ҫ��
1.1�O(sh��)��
����j23-100�͡�loot�_(k��i)ʽ�p���ɃA�����C(j��)�����K�г̞�130mm��
1.2�ӹ�Ҫ��
1.3�����(zh��n)
�_Ƭ���Ʒ�О��ml9��
2�Y(ji��)��(g��u)���x��
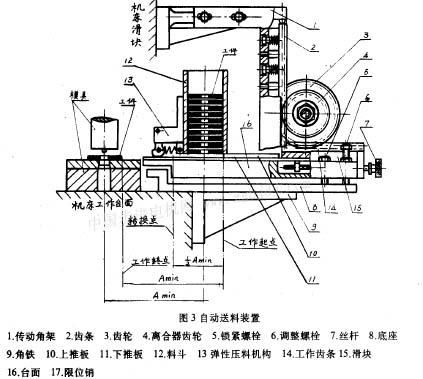
����(j��)�_Ƭ���Ʒ���Π�x���l�T(m��n)ʽ�Y(ji��)��(g��u)����D3��ʾ���������������ʽ�������нY(ji��)��(g��u)��(ji��n)�Ρ����Ϝ�(zh��n)�_�ȃ�(y��u)�c(di��n)��ԓ�b���ɂ���(d��ng)�����ϡ��{(di��o)�������ԉ��ϺͰ�ȫ���o(h��)�șC(j��)��(g��u)�M�ɡ���ͨ�^(gu��)�A��һһ����һһ��λһһ�_����һ�B���B�m(x��)���I(y��)�^(gu��)�́�(l��i)��Ɍ�(du��)���ӛ_Ƭ�ě_���ӹ���
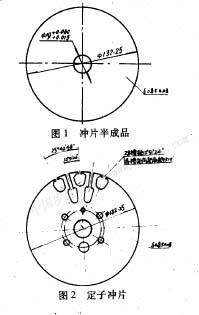
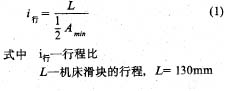
���_Ƭ���Ʒ����D1��ʾ��һ�μ� 3��Ҫ�㲿���Ĺ����c���ù��ɶ��ӛ_Ƭ����2��ʾ����
3.1�{(di��o)���C(j��)��(g��u)
����ͨ�^(gu��)���F�̶��ڛ_���C(j��)�Ĵ������_(t��i)�����Ă�(g��)�{(di��o)����˨�������{(di��o)���cģ�ߵİ�ģƽ����ͬһƽ���ϣ��Լ��c�_���C(j��)���ģ�ģ�����ģ�������(du��)���x��
3.2����(d��ng)�C(j��)��(g��u)
����(d��ng)�C(j��)��(g��u)�ɂ���(d��ng)�Ǽܣ��X�G���X�l�����S���S�С��S�������㲿���M�ɡ����Ĺ���ԭ������(d��ng)�X�l����(d��ng)�x�����X݆����ͬ�S�ϵ��X݆����(d��ng)�˹����X�l��ˮƽ���ϵ�����(f��)�\(y��n)��(d��ng)��
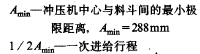
3.21�г̱ȵ�Ӌ(j��)��
�г̱ȵ�Ӌ(j��)�㹫ʽ��
3��22�x�����X݆�X��(sh��)�Ĵ_��
����(j��)�г̱Ȳ����]���x����������(sh��)����c�X݆���X��(sh��)�ɱ�����ԭ�t�������x���X݆��ģ��(sh��)m=2���X��(sh��)z=25��
3��23�X݆�X��(sh��)�Ĵ_��
�X��(sh��)�Ĵ_����횝M(m��n)����ʽ��
�����P(gu��n)��(sh��)��(j��)����ʽ(2)�пɵ�
3.24�(y��n)�C
�X݆�D(zhu��n)�ٱȵ�Ӌ(j��)�㹫ʽ��
��Ҋ(ji��n)���X݆���ٱ��c�г̱ȵĔ�(sh��)ֵʮ�ֽӽ������Ͻz�U��һ�����{(di��o)��(ji��)�������ʷ����ɲɼ{��
3.25���X�l�c�X݆
�X�l�c����(d��ng)�Ǽ�̎�ڸ���(d��ng)ʽ�B�ӣ���λ�N(xi��o)��ƽ���c�X�l�ı��汣��0.2mm���ҵ��g϶����������֧�Σ����������������X�l�ڹ����r(sh��)��ֱ�ȵ��`�ʹ�X݆�c�X݆��һ��(g��)���õ��X�ϡ�
3.3���ϙC(j��)��(g��u)
�ɻ��K�����ư⡢���ư⡢�z�U����M���M�ɡ����ڂ���(d��ng)�C(j��)��(g��u)�������£���ɛ_-���r(sh��)�����Ϲ�����
3.3.1����
�����X�l�c���K�B��һ�w�����K�c�ư�����{(di��o)���B�ӡ���(d��ng)���K���M(j��n)�o�\(y��n)��(d��ng)�r(sh��)�����ư⌢�϶���(n��i)�Ĺ���������һ�����Ƴ������ڏ��ԉ��ϙC(j��)��(g��u)�������£�ʹ�����M(j��n)���D(zhu��n)�Q�c(di��n)��̎����Ȼ���ڻ��K���ڶ����M(j��n)�o�\(y��n)��(d��ng)�r(sh��)�����ư匢���D(zhu��n)�Q�c(di��n)��̎���Ĺ�������ģ�����ģ������ư��ٴΰѹ��������D(zhu��n)�Q�c(di��n)��̎�����@���_(d��)����(du��)�����B�m(x��)��������ϡ�
3.3.2�z�U
�z�U�̶��ڻ����ϣ�����ĸ�̶������ư��ϣ��ư��c���K���B��������ᔣ����ڻ��K�������̎�������A�ۡ��z�U����Ҫ�������{(di��o)��(ji��)�ư�Ĺ�����ʼλ�ú����K�c(di��n)λ�á�(�{(di��o)��(ji��)�������12cm)ʹ���������_���M(j��n)��ģ������λ�á�
3.4��ȫ�x����
��ȫ�x������Ҫ���x�����X݆�����x������ |