�����@�~�z���l�a(b��)���T��
���P������\
(�㽭�{(di��o)��늙C(j��)�S�о������㽭ͩ�l(xi��ng) 314500)
�ЈD���̖ttm305.1 �īI(xi��n)��(bi��o)�R�a��c ���¾�̖��1001-6848(2000)02-0044-02��
1 �� ��
늙C(j��)�T���������^���н�(j��ng)�������F(xi��n)���N�T��ɰ�ۡ��s�ס�δ���M���Ѽy��ȱ�ݣ���ʹ���^����Ҳ���l(f��)���p�ģ��@Щ����Ҫ�M(j��n)���T�����a(b��)���ͺ��ӡ�
2�T���a(b��)�����y��ԭ��
�T�����a(b��)���DZ��^���y�ģ���Ҫԭ���У�
(1)�T�F�c���ȣ���(qi��ng)�ȵ͡����ԘO����Ӳ�λ��ʹ�ܵ����^С�ľֲ��տsҲ���a(ch��n)���Ѽy��
(2)���Ӳ�λ�����ڼ�������a(ch��n)���ڣ��dz�Ӳ����������ӹ����y��
���ԣ��T�F�ĺ������ܲ�T�F�a(b��)���ǿ����ֲ��ϣ��߷ֹ�ˇ��Ҫ��������M(j��n)���T�F���a(b��)���������x�����M(j��n)�ĺ��ӹ�ˇ�⣬�������T�F���lҲ�ǘO��Ҫ�ģ�һ��懻��T�F���l�r���F���s����ͨ�T�F���l15��30�����ڌ�(sh��)�H���a(ch��n)�У�����Ҫ����(j��)��ͬ�T�F���|(zh��)�����p����IJ�ͬ�ӹ�Ҫ������a(b��)������Ҫ�̶��x�l�⣬߀��횿��]�������Πȱ�ݵĴ�С��ʩ�������ėl�������ԣ�����(j��)��(sh��)�H��r���Ƶ�һ�N�@�~�z102�ͺ��l��ȡ�úܺõ�Ч������(j��ng)1�����(y��ng)�ñ������a(b��)���|(zh��)�����ã���(qi��ng)���_(d��)���ú�Ҫ���p�ܼӹ����o�Ѽy�͚��ȱ�ݡ�
3�a(b��)����ˇ�^��
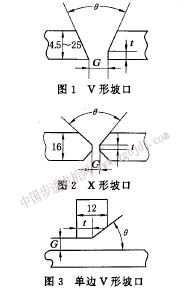
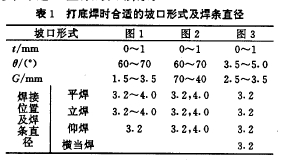
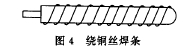
(1)���T���a(b��)��̎�Č�(sh��)�H��r���_��v�Ρ�x�κ͆�߅v�ͣ����1��ʾ��
(2)�������^��������ۣ���䓽zˢˢ�Ƀ���
(3)�É��匢�T�����^̎���в����o��
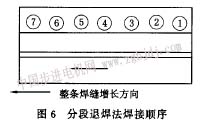
(4)�û����ȥ������Ľ^���ӣ���ɰ�����~�z���Ƀ������@��ֱ��3. 2mm�����~�z��1.36mm���ĊW102�Ͳ��P䓺��l�ϣ�Ҋ�D4��ʾ�����������l�^���Ú⺸���Ρ�
(5)��ֱ��늺��C(j��)�������100��140a���Ժ��l���l(f��)�t���(zh��n)��
(6)���ö��Ӻ������������F����D5��ʾ��
(7)ÿ�������÷ֶε��˷�ʩ������D6��ʾ��
������С�N�N�����p����������������(n��i)��(y��ng)������ֹ�Ѽy��
4�Y(ji��)�Z
�����@�~�z�ĊW102�ͺ��l�a(b��)���T�����к��ӷ���(y��ng)�ٶȵĿ������cɢ��l���кܴ��P(gu��n)ϵ���ʿ�����ɢ������߷���(y��ng)�ٶȡ��ӟ�һ��(c��)��sma���P(gu��n)��(ji��)���D(zhu��n)��ɢ����������һ��(c��)��sma�z�M(j��n)����s���������R���w��׃���M(j��n)�У�ʹ��Ѹ��׃��ܛ�����Ķ���߷���(y��ng)�ٶȡ����⣬���M(j��n)늙C(j��)�ĽY(ji��)��(g��u)����z�ͽY(ji��)��(g��u)���������푑�(y��ng)�ٶȵ�ͬ�r����ߓQ��Ч�ʡ�
�M(j��n)�룺 |