�������m��(y��ng)ģ��pid�㷨���м��C(j��)�ŷ��������O(sh��)Ӌ(j��)
��ԭ�࣬���l(w��i)�|���
(�������I(y��)��W(xu��)���������7l0072)
ժҪ��ᘌ�(du��)�F(xi��n)�����I(y��)��(du��)�м��C(j��)��(sh��)�r(sh��)�Լ��߾��ȵ�Ҫ��B��tms320f812����ġ�can����ͨ�ŵ��ŷ�늄�(d��ng)�C(j��)��ۙϵ�y(t��ng)�����û������m��(y��ng)ģ��pid�㷨��������(du��)�е���늙C(j��)�M(j��n)���ŷ����ơ��yԇ��(sh��)�(y��n)�o����ʹ�Â��y(t��ng)hd�㷨��ʹ�����m��(y��ng)ģ��pid�㷨�Ŀ���Ч�����^һ�Y(ji��)��������(y��ng)��ģ��pid�������܉��ڲ�ͬ���ٶ��ГQ��r��(du��)�е���늙C(j��)�M(j��n)����Ч���ƣ��_(d��)����ϵ�y(t��ng)��(sh��)�r(sh��)�Լ�����Ҫ��
0�� ��
�м��C(j��)��һ�N��(du��)�L�����M(j��n)���и�õ������L�ȵļ���?ji��n)O(sh��)�䣬��Ҫ�����켈�S�����ͼ��ļӹ��Ͱ��bӡˢ��I(y��)ӡ��Ʒ�����μӹ���Ŀǰ������(n��i)�м��C(j��)�Įa(ch��n)���mȻ�ܴ���ȱ�ٸ߾��ȵijߴ綨λϵ�y(t��ng)�ͳߴ��O(sh��)���b�ã������ڸ��ټ�����r�¾����y���_(d��)��Ҫ��ᘌ�(du��)�@һ���}�����IJ��û���ģ��pjd�㷨��܉�E��ۙ�ŷ����Ƽ��g(sh��)��ʹ���ƌ�(du��)�����A(y��)���O(sh��)����܉�E�\(y��n)�У�������ÿһ�c(di��n)�е����еľ����ڡ�l mm�ԃ�(n��i)�����⣬���ŷ�늙C(j��)����ϵ�y(t��ng)����һ�Nͨ�õĿ����O(sh��)��߀��������Ƥ��ӹ��Ȃ���(d��ng)ϵ�y(t��ng)�Լ���(sh��)�ؙC(j��)�����C(j��)���˵șC(j��)�һ�w���I(l��ng)���У���(y��ng)��ǰ���^�V����
1����ԭ����ϵ�y(t��ng)Ӳ���O(sh��)Ӌ(j��)
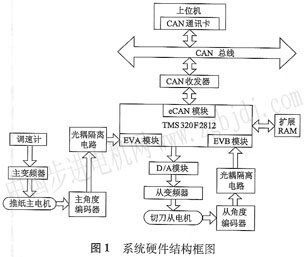
ϵ�y(t��ng)������Ҫ�����Ǽ��{���ɼ������˺�����ɣ�����ļ�?ji��n)�һ��(g��)�D(zhu��n)�ٺ㶨����늙C(j��)���������Ƴ���������һ��(g��)���е����ٶȿɿصď�늙C(j��)�M(j��n)���иϵ�y(t��ng)�Y(ji��)��(g��u)��D��D1��ʾ������λ�C(j��)�O(sh��)
���Ƽ���늙C(j��)���е���늙C(j��)���\(y��n)�Ѕ���(sh��)�������и��L�ȡ��и�Δ�(sh��)����늙C(j��)�D(zhu��n)�ٵȣ�����(j��)���O(sh��)����늙C(j��)����(sh��)Ӌ(j��)����е���늙C(j��)�D(zhu��n)��(d��ng)����Փλ����������������(sh��)��(j��)ͨ�^can�����b�d��tms320f812�������С������D(zhu��n)��(d��ng)����׃�l�������ٶȿ��{(di��o)���Ƽ���늙C(j��)��(j��ng)���ǶȾ��a��ݔ�������}�_��̖(h��o)��dsp�������¼�����ģ�Ka(eva)���M(j��n)�н�a���_��ԓ�r(sh��)���е���늙C(j��)������λ�ơ��е���늙C(j��)��(j��ng)�^��׃�l���͏ĽǶȾ��a��ݔ���������a��b���}�_��̖(h��o)��dsp�������¼�����ģ�Kb(evb)���M(j��n)�н�a�������@�N��(y��ng)�������·������������늙C(j��)�S�Ķ���(d��ng)��
�����Ӌ(j��)��(sh��)�`�ͨ�^���r(sh��)��4(t4con)�}�_Ӌ(j��)��(sh��)Ӌ(j��)�����늙C(j��)�˿��\(y��n)�еČ�(sh��)�Hλ�ơ�����늙C(j��)���uՓλ�ƺ͌�(sh��)�Hλ�Ʊ��^�ó��`��ֵ������ģ�����ߑ�(y��ng)����hd�����㷨��(du��)�`��ֵ�M(j��n)��У�����ɔU(ku��)չ��d/aģ�K��У��ֵ�D(zhu��n)�Q�Ɍ�(du��)��(y��ng)��ģ�M늉�ݔ�������е���늙C(j��)�D(zhu��n)�٣��Ķ��γ��ŷ�ϵ�y(t��ng)���]�h(hu��n)���ƣ���(sh��)�F(xi��n)���е���늙C(j��)λ�Ƶľ��_��ۙ��
׃�l��ʹ�õ�lenze׃�l������(n��i)���ѽ�(j��ng)����������Ӌ(j��)��������Ҫ�惦(ch��)�е���늙C(j��)�����M�\(y��n)��(d��ng)���E������(sh��)��(j��)��tms320f2812�����(n��i)��ram���g����������Ҫ�U(ku��)չһƬ256 mb��ram��tms320f2812�ϵ�ecanģ�K������can���������ṩ��������can�f(xi��)�h���H��Ҫ�����հl(f��)�b�ü��ɡ��@����â���˾��sn65hv230����can�������հl(f��)����can�������������������Ľӿڣ��܉�����ͨ�ž��x�����ϵ�y(t��ng)��˲�g���ɔ_���������o(h��)�������������l�ɔ_(rfi)��(sh��)�F(xi��n)����o(h��)�ȡ�������x�·���ù���оƬ6n137����������������x���ƽ�D(zhu��n)�Q������(qi��ng)�}�_��̖(h��o)ݔ��Ŀ��ɔ_�������U(ku��)չd��a�D(zhu��n)�Qģ�K�в��þ���12λ�ֱ��ʾ���dac7724����ϵ�y(t��ng)�Ĕ�(sh��)ģ�D(zhu��n)�QоƬ������늉�ݔ��������0��10 v����ģ�M늉���ݔ���˽���l(w��i)m324늉����S����Ҳ�Ǟ�������(qi��ng)ݔ����̖(h��o)�Ŀ��ɔ_������
2ܛ���O(sh��)Ӌ(j��)
2��1ϵ�y(t��ng)������ܛ���O(sh��)Ӌ(j��)
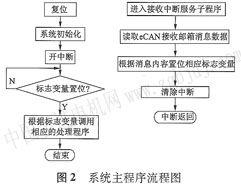
ϵ�y(t��ng)���������Ҫ�΄�(w��)��ϵ�y(t��ng)��ʼ�����c���ؙC(j��)�M(j��n)��can����ͨ�ż������Ղ���늙C(j��)���\(y��n)��ָ���(sh��)���b�d��늙C(j��)�D(zhu��n)��(d��ng)����Փλ��܉�E�������M(j��n)����ѭ�h(hu��n)����dsp��can��������ͨ�Ų����Дʽ����(d��ng)��ʼ�����֮��ϵ�y(t��ng)�M(j��n)����ѭ�h(hu��n)�����У��ȴ�ͨ�Ž����Д��¼��l(f��)������(d��ng)ecanģ�K������Ϣ����Ĵ���(canrmp)��(du��)��(y��ng)��rmpλ��λ�r(sh��)�Д�l(f��)�����ڽ����Д��ӳ����Ќ�������Ϣ�]���е���Ϣȡ��������(j��)��Ϣ��(n��i)����ָ���(sh��)��܉�E�����O(sh��)�Ø�(bi��o)־׃����Ȼ������ѭ�h(hu��n)�������{(di��o)������(y��ng)��̎�������(zh��)�С�ϵ�y(t��ng)���������̈D��D2��ʾ��
2 2����ܛ���O(sh��)Ӌ(j��)
�ڱ�ϵ�y(t��ng)�У�߶���\(y��n)��һ���M(j��n)��һ�μ��У��е��S�ǹ̶��ģ��������и��L�ȵȅ���(sh��)���������O(sh��)�����Ƽ���늙C(j��)�D(zhu��n)��Ҳ�Ǹ��ٿ�׃�ģ�����(j��)�@Щ����(sh��)�O(sh��)Ӌ(j��)���е���늙C(j��)�D(zhu��n)��(d��ng)��Փλ�ƿ�������Ҫ���늙C(j��)���м�һ�Εr(sh��)��һ��(g��)׃���^�̣������c(di��n)����׃�����@Щ��(f��)�s�ԺͲ��_����ʹϵ�y(t��ng)���y�����_��ģ�ͣ�һ�̶�pjd����(sh��)���@�N��r�o���M���O(sh��)Ӌ(j��)Ҫ�����Ա�ϵ�y(t��ng)����ģ�����m��(y��ng)����pid�����㷨�M(j��n)�п��ơ���(y��ng)��ģ�����Ƶ�****�ă�(y��u)��(sh��)�Dz��� |