���β�Ш��ֱ������늙C(j��)�еđ�(y��ng)��
�����棬���Q�c
������늙C(j��)�о���������710077��
ժҪ��ֱ������늙C(j��)����������ĽY(ji��)��(g��u)��ʽ���������~��Ш����늙C(j��)�ēQ��������Ш�ĽY(ji��)��(g��u)��һ���̶�����늙C(j��)�M�ʵ����ƣ����^(gu��)��(l��i)��Ш�ĽY(ji��)��(g��u)����һ���̶���Ӱ�늘е������|(zh��)�����ϸ��ʣ���ˣ���Ш�ĽY(ji��)��(g��u)�xȡ��(du��)ֱ��늙C(j��)�����^����Ҫ������ᘌ�(du��)���ò�Ш�ڌ�(sh��)�H��(y��ng)�õIJ��㣬�O(sh��)Ӌ(j��)��������һ�N���β�Ш��ͨ�^(gu��)��(sh��)�Hʹ���J(r��n)����ijЩ��r�²��ô˽Y(ji��)��(g��u)��Ш���Եõ��^��M���Ч����
�P(gu��n)�I�~�����β�Ш���Y(ji��)��(g��u)����(y��ng)��
�Ї�(gu��)���̖(h��o)��tm381 �īI(xi��n)��(bi��o)־�a��a ���¾�̖(h��o)��1001-6848��2010��03-0089-03
o�� ��
��(du��)��ֱ������늙C(j��)���ڵ�ʹ��ϵ�y(t��ng)��(l��i)�f(shu��)��һ�㶼ϣ��늙C(j��)������ָ��(bi��o)Խ��Խ�ã��e�ǽ����(l��i)���S��ϵ�y(t��ng)���ܵIJ�����������(du��)ֱ������늙C(j��)������ָ��(bi��o)����˸��ߵ�Ҫ���˝M��늙C(j��)������ָ��(bi��o)�����M(j��n)�����܃�(y��u)���IJ��ϡ���(y��u)���O(sh��)Ӌ(j��)����(sh��)�⣬߀��(y��ng)���㲿���ĽY(ji��)��(g��u)���M(j��n)��һ���ă�(y��u)�����m��(d��ng)?sh��)ĽY(ji��)��(g��u)�xȡ[1,2]��
�Q������ֱ��늙C(j��)����Ҫ�������ںܴ�̶��ϛQ����늙C(j��)�ēQ�����ܡ������Ϳɿ��ԡ�Ȼ����������늙C(j��)���S��ߴ���^С������������ֱͨ��늙C(j��)�ǘӌ��Q��������늙C(j��)��һ��(g��)��(d��)��������(l��i)̎�������˹�(ji��)ʡ���������������Ч���g��һ�㶼����䓲������IJ�Ш����늙C(j��)�ēQ���������~��Ш����늘Л_Ƭ���У�һ���c늘о�Ȧ������һ����һ������F�Ķ�������늙C(j��)�Q�����ēQ��Ƭ��������־���طֲ���ijһ��(g��)�A(y��)���ĈA���ϣ���늘й��r(sh��)ͨ�^(gu��)�h(hu��n)������ό����в�Ш����һ��(g��)���w�Ķ��γ�늙C(j��)�ēQ������
늘�������늙C(j��)�е�����Ҫ�IJ����������칤ˇ���(f��)�s���漰�Ĺ�����ࡣ���x�õIJ�Ш�Y(ji��)��(g��u)���������t��(hu��)�������(g��)늘Ј�(b��o)�U����(d��o)��늙C(j��)������ɱ����ӣ������������L(zh��ng)��Ӱ�늙C(j��)�Ľ�؛���ڡ�
����늙C(j��)�M�ʵĸߵ͛Q������Ш���x�ýY(ji��)��(g��u)����Ш�Y(ji��)��(g��u)�֛Q������Ш������ӹ���ˇ������һ���̶���Ӱ���늙C(j��)늘е������|(zh��)���ͺϸ��ʣ�������O(sh��)Ӌ(j��)ֱ������늙C(j��)�IJ�Ш�Y(ji��)��(g��u)�r(sh��)Ҫ���늘вM�ʼ����칤ˇ�ȶ�����أ��x�úηN��Ш�Y(ji��)��(g��u)��(du��)ֱ������늙C(j��)�����@���ஔ(d��ng)��Ҫ[3]��
1 ���ò�Ш�Y(ji��)��(g��u)��ʽ�����c(di��n)
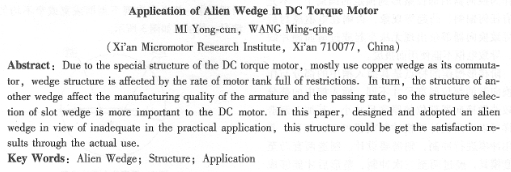
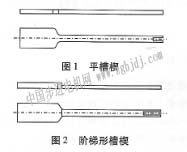
Ŀǰֱ������늙C(j��)�г��õIJ�Ш�Y(ji��)��(g��u)��Ҫ��ƽ��Ш���A���β�Ш�ɷN�Y(ji��)��(g��u)��ʽ����Y(ji��)��(g��u)�քe��D1�͈D2��ʾ��
ƽ��Ш�����c(di��n)���������еIJ����c����Q�����IJ�λ��ȳߴ���һ�µģ����ȳߴ�������~��Ę�(bi��o)�Q��ȣ����±��治�M(j��n)�мӹ����H�ӹ����Σ������ӹ�������^���㡢���ף��ɲ��ÙC(j��)�ӹ��ķ�ʽ�ӹ����γߴ磬Ҳ�����O(sh��)Ӌ(j��)�_ģ������ģ��һ�Λ_�Ƴ��Ρ�ƽ��Ш��Ҫ��(y��ng)���ڲM������(du��)�^�͵�늙C(j��)�С�
����ƽ��Ш������늙C(j��)����(du��)늘й��ǰ�IJ�Ш��λ����Ҫ��dz��ߣ������Εr(sh��)��회����в�Ш����Q�����IJ�λ���ε��A(y��)���ĈA���ϣ������S���κ�ƫб����ȬF(xi��n)��t��늘й����(hu��)��(d��o)��?li��n)Q������λ���F(xi��n)�o(w��)��܇����^(gu��)�����NƬȱ�ݣ���(d��o)��늘в���ʹ�ö���(b��o)�U��
�A���β�Ш�����c(di��n)���������еIJ����c����Q�����IJ�λ��ȳߴ粻ͬ��������еIJ���Ҫ�^�����Q������λ�ĺ�ȳߴ�С����ӹ�����ͬ�ӿ��Բ����O(sh��)Ӌ(j��)�_ģ�_�ƻ�C(j��)�ӹ��Ĺ�ˇ�������Û_ģ�M(j��n)�Л_�ƣ��t��Ҫ�O(sh��)Ӌ(j��)�����������������ģ�ߣ���(j��ng)�^(gu��)�������Λ_�ơ����κ���܉���Σ��_ģҲ����(du��)���^��(f��)�s����(du��)������������ҪͶ��ģ�ߵ�늙C(j��)��(l��i)�f(shu��)���t������㊼ӹ��A����늼ӹ������и���λ�μ�����늼ӹ��A�ݼ����εĹ�ˇ�ֶ��M(j��n)���������A���β�Ш��Ҫ��(y��ng)���ڲM������(du��)�^�ߵ�����늙C(j��)�С�
�mȻ�A���β�Ш�ĽY(ji��)��(g��u)�����칤ˇ����(du��)��(f��)�s���������A���β�Ш�ܺõؽ�Q�˓Q������λ�ĺ����c�M��֮�g��ì���P(gu��n)ϵ���e�Dz����@�N��Ш�Y(ji��)��(g��u)��늙C(j��)���M(j��n)��늘й��ǰ�����Εr(sh��)��(du��)��Ш������Ҫ����ƽ��Ш�ǘӇ�(y��n)���Թ�(ji��)ʡһ���Ĺ��r(sh��)�������ړQ������λ�ĺ������(du��)�^��������S��Ш�����p��ƫб����ȬF(xi��n)���ڹ����܇�ӹ���Ҳ���ٳ��F(xi��n)��Q������λ�o(w��)��܇����^(gu��)���� |