���ٸ߾���ֱ���ŷ��\(y��n)��(d��ng)���������O(sh��)Ӌ(j��)
�����٣����d
(�Ϸʹ��I(y��)��W(xu��)�����պϷ�230009)
ժҪ����M�㔵(sh��)���ŷ�ϵ�y(t��ng)���ٸ߾��ȵļӹ�Ҫ����ߔ�(sh��)�ص�̙C(j��)���ԃr(ji��)�ȣ������һ�N��tms320c2812����ƺ��ġ���l6203�鹦���(q��)��(d��ng)ģ�K��������ֱ���ŷ�늙C(j��)����ƌ�(du��)��Ķ��Sֱ���ŷ���(sh��)�r(sh��)�\(y��n)��(d��ng)����ϵ�y(t��ng)���������������M(j��n)����ģ�K�Y(ji��)��(g��u)����Ħ���a(b��)��ģ�K���ٶȭh(hu��n)�ɔ_�^�y(c��)��ģ�K��λ�ƭh(hu��n)��������ģ�K�Ͳ�������λ�`���ۙ���Ƽ��g(sh��)��ǰ��������ģ�K����Ч�����ϵ�y(t��ng)�ĸ�ۙ���Ⱥͼӹ��ٶȡ���(sh��)�(y��n)�Y(ji��)���C��ԓϵ�y(t��ng)�\(y��n)�з�(w��n)������ۙ���ȸߡ��ӹ��ٶȿ죬�����ڔ�(sh��)�ؼӹ��ИI(y��)�еõ��V����(y��ng)�á�
�P(gu��n)�I�~����(sh��)�أ�����ֱ���ŷ�늄�(d��ng)�C(j��)����̙C(j��)���߾��ȣ�����λ�`���ۙ����
�ЈD���̖(h��o)��tm383��4+1 �īI(xi��n)��(bi��o)�R(sh��)�a��a ���¾�̖(h��o)��1004��7018(2010)04��0048��04
0����
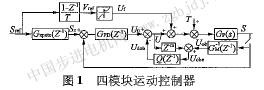
�S����̹��ߺͼ��g(sh��)������M(j��n)������ИI(y��)���漰���I(l��ng)��Խ��(l��i)Խ�V������ģ�ߡ��V�桢���ܼӹ��ȷ��棬��(sh��)�ص�̙C(j��)�õ��ˏV���đ�(y��ng)�á�����Ҫ�е��ܛ������(sh��)��ϵ�y(t��ng)���ŷ����������ŷ�늙C(j��)�͙C(j��)е����ƽ�_(t��i)�岿�ֽM�ɡ����ܛ����Ӌ(j��)��C(j��)�ϸ���(j��)�O(sh��)Ӌ(j��)�D���Ԅ�(d��ng)Ӌ(j��)������ߵ��\(y��n)��(d��ng)λ�ú͠�B(t��i)��������·���͵��ߵ�̧�����䵶��B(t��i)����ͨ�^(gu��)���ڰl(f��)�ͽo��(sh��)��ϵ�y(t��ng)����(sh��)��ϵ�y(t��ng)�t����(j��)���յ��ĵ���·���͠�B(t��i)����һ���IJ��a(b��)�㷨Ӌ(j��)������S��y�S�Ľo���ٶȣ���·��Ҏ(gu��)��������(sh��)�r(sh��)�l(f��)�ͽo�ŷ������������ŷ��������tؓ(f��)؟(z��)��ۙ����(g��)�S�Ľo���ٶ�(܉�E)����(zh��)��̧��(�䵶)ָ���Ɍ�(sh��)�H��̼ӹ����΄�(w��)������(g��)ϵ�y(t��ng)�ļӹ��ٶ�ȡ�Q�ڔ�(sh��)��ϵ�y(t��ng)��·��Ҏ(gu��)���㷨����λ�C(j��)����(sh��)��ϵ�y(t��ng)���ŷ�������֮�g��ͨӍ�ٶȣ��ŷ�늙C(j��)���~���D(zhu��n)�٣����ӹ����Ȅt��Ҫȡ�Q���ŷ��������͙C(j��)е�ӹ�ƽ�_(t��i)�����ܡ��ڱ�ϵ�y(t��ng)�У�·��Ҏ(gu��)�������B�m(x��)С·���θ������m��(y��ng)ǰհ���a(b��)�㷨[1-2]������ֱ��늄�(d��ng)�C(j��)ȡ�����y(t��ng)�IJ��M(j��n)늄�(d��ng)�C(j��)������tms320c2812���锵(sh��)��ϵ�y(t��ng)���ŷ��������ĺ���cpu���Դ˱��C��λ�C(j��)����(sh��)��ϵ�y(t��ng)���ŷ�����������֮�g�܉�����ɸ�������̎�����΄�(w��)���Ķ��@�����ϵ�y(t��ng)�ļӹ��ٶȡ����⣬���y(t��ng)��pid�ŷ����������y�ԝM�㔵(sh��)��ϵ�y(t��ng)��λ���ȸߡ��o(w��)���{(di��o)���o(w��)��ʎ��푑�(y��ng)�ٶȿ��������Ժõ�Ҫ��ϵ�y(t��ng)���ø����������\(y��n)��(d��ng)����ϵ�y(t��ng)����ģ�Kͨ�ÿ������Y(ji��)��(g��u)����D1��ʾ������Ħ���a(b��)��ģ�K���ɔ_�^�y(c��)����λ�Ʒ�����������ǰ���������IJ��ֽM�ɣ�����ǰ����������������λ�`���ۙ����(zpetc)���g(sh��)����(sh��)�(y��n)�Y(ji��)���C�����ô��ŷ������������@�����ϵ�y(t��ng)�ļӹ����ȡ�
 1����dsp��ϵ�y(t��ng)�����O(sh��)Ӌ(j��)
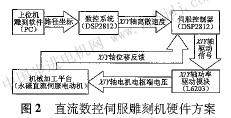
��(sh��)����̖(h��o)̎����[4]�����S�����YԴ����Ӌ(j��)������ʹ���܉�ɹ��đ�(y��ng)���ڔ�(sh��)��ϵ�y(t��ng)�У��Ա��C����(g��)��ϵ�y(t��ng)�܉�?q��)��r(sh��)������ɸ�������̎�����΄�(w��)�����ҿ�����ϵ�y(t��ng)����Ҫ�M(j��n)�ДU(ku��)չ������������߀���Ժܷ���،�(du��)��ͬ�㷨�M(j��n)�б��^���Y�x����D2��ʾ��
���ܛ����Ӌ(j��)��C(j��)�ϸ���(j��)�O(sh��)Ӌ(j��)�D���Ԅ�(d��ng)Ӌ(j��)������ߵ��\(y��n)��(d��ng)λ�ã�������·������ͨ�^(gu��)���ڰl(f��)�ͽo��(sh��)��ϵ�y(t��ng)�в��a(b��)�㷨������dspl�����߸���(j��)���ܛ�����ɵ�܉�E����(bi��o)����һ�����a(b��)�㷨�o���xɢ�����ٶ���̖(h��o)����ͨ�^(gu��)����[4]��(sh��)�r(sh��)���ͽoֱ���ŷ��\(y��n)��(d��ng)������dsp2���\(y��n)��(d��ng)����������(j��)�o����x�S��y�S�����ٶ���̖(h��o)(ͨ�^(gu��)�xɢ�e�ּ��ɵõ�����λ����̖(h��o))���Y(ji��)�Ͼ��a�������ص�x�S��l���S��(sh��)�Hλ��ݔ��������(j��)�D1�Ŀ����㷨�õ�z�S��y�S�ɽMpwm��̖(h��o)���@�ɽMpwm�ŷքe�Á�(l��i)�|�l(f��)x�S��y�S늙C(j��)�Ĺ����(q��)��(d��ng)ģ�K���M(j��n)�����Ƶ�̙C(j��)x�S��y�S늙C(j��)�\(y��n)��(d��ng)����Ɍ�(sh��)�H�ļӹ��΄�(w��)��
2��ģ�Kֱ���ŷ��������ą���(sh��)�O(sh��)Ӌ(j��)
�ĈD2�п��Կ��������،�(du��)��ĸ��A���̓r(ji��)(���x)ģ�ͺ�Ħ���a(b��)��ģ���nj�(du��)λ�ƭh(hu��n)��ǰ��������
2.2���،�(du��)��ĺ�(ji��n)��ģ�ͺ�Ħ���a(b��)��ģ��
��ϵ�y(t��ng)��늙C(j��)��늉����ٶ����B�m(x��)ϵ�y(t��ng)�ĺ�(ji��n)��ģ�ͿɌ��飺
ʽ�У�j��늙C(j��)��Ч�D(zhu��n)��(d��ng)�T����b���Чճ��Ħ��ϵ��(sh��)��j��b�п���ͨ�^(gu��)�y(c��)������ϵ�y(t��ng)���A�S푑�(y��ng)��(l��i)���㡣�ڲ�ͬ�A�Sݔ��늉��µ��ٶ�������D4��ʾ������(j��) |