һ�N�o����h����ͬ��늄әC�ŷ����Ƶ��о�
�����N1���Ό���1��������1���T��2
��1�P��늚⼯�F�ɷ�����˾������312300��2����늙C�о���������710077��
ժҪ��ᘌ�����ͬ��늄әC�Ă��y���ƣ���������ͬ��늙C���gʸ���}���{��ԭ��( svpwm)�M�н���ɼ���·�����̖������늙C���D�ؼ��D�٣�ԓ�������һ�N���ھ��_�Ĺ�늾��a��̖�y�ٵğo����hֱ��늉����Ʋ��ԣ�ʡȥ��·����ɘ���̖�����s�˳ɱ�����߿ɿ��ԣ�ͨ�^dspоƬtms320f2407�OӋ�˹��I�p�x�C��������Ӳ����ܛ�������F�˟o����h����ͬ��늄әC���ƣ��M��͑�������
�P�I�~���o����h�����I�p�x�C������ͬ��늄әC���ŷ�����
�Ї����̖��tm341; tm351 �īI��־�a��a ���¾�̖��1001-6848(2010)06-0093-03
0�� ��
���y���I�p�x�C�����x����늙C���әC�^�\�D���D��һ����3 000 r/min���ϣ����C�r�x����Ó�_����늙C��̎�ڿ��d�\�D�����ܸߡ�������ͬ��늙C(pmsm)���ڹ��I�p�x�C���ӣ��Ɍ��F���I�p�x�C�ĸ��N�Ԅӻ����ܣ����Ҿ����D�ӑT��С��푑��ٶȿ죺Ч�ʸߡ��w�eС�������͵ȃ��cr��pmsm���y���Ʒ�ʽ�Ļ���˼·�����ÿ��gʸ��ԭ���M�н��ʹ����ͬ��늙C������M�зֽ⣬�Ķ���ֱ��늙C�Ŀ���Ҏ�Ɂ��M�п��ƣ��y�c������Ҫͬ�r�ɘ�늙C���ك�·�����ֵ���������M��ʸ��׃�Q��clark׃�Q��park׃�Q������K׃�Q��늉���̖���īI[2-4]ᘌ��oˢ늙C�M������Փ������ͨ�^ģ���㷨����M��ģ���㷨�ṩ�˺ܺõĄӑB���ܣ����㷨�^�ڏ��s�������ڏV��ʹ�ã���Ӌ��C����Ӌ������һ����������Ӳ���ɱ���ͬ�rҲռ���˱��^���ܛ���_�N�������ڹ��̌��F��
ᘌ��~��Ť�������㶨�Ĺ��I�p�x�C��늙C��������һ�N���ھ����Ĺ�늾��a��̖�y�ٲ�ͨ�^���gʸ���}���{�ƿ��Ƶ�늙C����ģʽ������늙C�ĸ���Ŀ�����ڿ���늙C���D�أ�Ҳ���F��늙C�D�ٵĿ��ƣ�svpwm�����þ��ǿ������D�ء���늾��a���z�y���}�_����dsp������Ӌ�����ǰ���D�٣�ͬ�ȶ����D���M�б��^�����^��ͨ�^�e�ַ��x��pid�㷨���ó�����ʩ�ӵ��D��ֵ��ͨ�^svpwm�㷨���M��pmsm늙C늉��Ŀ��ơ��l�]dsp���������\�ӿ����I��đ��Ã��ݣ�ԓϵ�y������dspоƬ����������Ժ��οɿ�������·��������㷨������ȫ����ܛ�����F���@�N�������õ��Dz��z�y�����ֱ��ͨ�^늉����Ƶļ��g�����ڹ��I�p�x�C�@�ؓ�d����С�����ƾ���Ҫ���^�͵ęCе��ԓ�����^���m�á�����ʡ��������y���h����ʹ����ϵ�y�����ɿ����������˳ɱ���
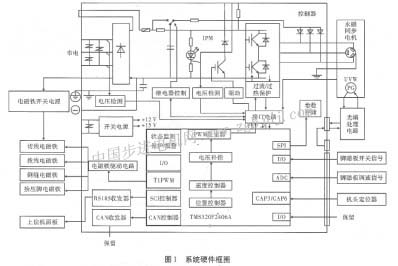
l ϵ�y��Ӳ���Y��
���I�p�x�C���ŷ�����ϵ�y���w�Y����D1��ʾ������220 v���ݔ�룬�����V����ݡ��Ƅ�����ipm��׃����pmsm����ϵ�y�Ĺ����·����늾��a����̖���ɵ��ٶ�λ�̙z�y�·�͔�����̖̎����( dsp)���ɿ��ƻ�·���˙C���桢�I�P���N����늴��F��������·��
����220 v늉����^�����V����õ�������ֱ���Դ���o���ܹ���ģ�K(ipm)������ģ�K��svpwm�®a��i��pwm늉����opmsm��Ȼ��pmsm���ӿp�x�C�C�^�M�пp�x������
����ϵ�y������·��׃���������ܹ���ģ�K��ԓģ�K����20 a/600 v igbt���ʹܣ����Ⱥ����·�����OӋ���^�����^�����^�ᡢǷ���ȹ��ϙz�y���o�·��ͬ�rϵ�y߀�]Ӌ��ܛ�����·�Ԝp�ُ�늌�����·�ě_������ϵ�y���ϱ��o�h����߀�O��������·�^����Ƿ�����^�ᡢ�^�d���ƄӮ�������늾��a�������ྀ�ȱ��o���ܣ�������̖��ܛӲ����ϙz�y��һ�����F���o��̖�����ͨ�^ܛ����Ӳ��߉���̷��ipwm����̖���cpmsmͬ�S���D�Ĺ�늾��a���͙C�^��λ���a��һ�������}�_��̖��pmsm�D��λ����̖������dsp���ٶȺ�λ�ÿ�䓡��p�x�C1�����r��ͨ�^�_̤���{�����o��pmsm��Ŀ���D�٣�ͨ�^�˙C�������Ŀ��λ�ã�ͨ�^�z�y�C�^��λ��������ͣ���̖����ϸ�������늴��F��������ɿp�����W�p���ӹ̿p����ᘿp�ȸ��N�p�ƹ�ˇ��
2ϵ�y��ܛ���OӋ
ϵ�y�ĸ��N�p�ƹ����Լ����Ʋ��ԵČ��F����Ҫ��ϵ�yܛ������ɣ���ˣ��ɿ��� |