�����X��B�Ҹ������^�̿���ϵ�y
����t��
���|����W���̹��I�C���Ԅӻ����c����ң��|�����110004
ժ Ҫ��ᘌ������X��B�Ҹ������^�̹�ˇ���s���Y�������O�䱊�࣬���O��֮�g�i�̶�Ҫ��ߣ�ͬ�r���t�ض��ܱ�������Ӱ푣��y���ó�Ҏpid���F�]�h���ơ����Ї��X�I���Ϸֹ�˾�½������X�������a�^��Ӌ��C����ϵ�y�����Ŀ�鱳�Σ��Y�ϱ����^�̵����c�Ϳ���Ҫ������˰����^�̿��ƌ��c�^�̱O�،ӵ������X���a�����^��Ӌ��C����ϵ�y�Y�����M����ϵ�y�Ĺ����OӋ�cӲ���OӋ���_չ�������X�������a�^�̿��Ʋ��Ե��о��Լ�����ϵ�y���OӋ�c�_�l������ˌ�����������ǰ���������t�ضȿ��ƣ����ɹ������ڬF����ȡ�����@���đ���Ч����ԓϵ�y�ijɹ����ñ�������ЏV韵��ƏV���õ�ǰ����
�P�I�~�������X����B�Ҹ������t��ǰ�����ƣ�����ϵ�y
�ЈD���̖��tp 273 �īI���R�a��a
1����
�����^���������X���a�����һ������ԓ���a�^�̵���Ҫ�΄��nj����и���ˮ�ͽY��ˮ�Ě������X���|�ڱ����t�иߜ��џ���Ó������ˮ�ͽY��ˮ���Ķ������������W���|����늽�Ҫ��������X���������a�^���ǛQ�������X�Įa�����|�����ܺĵ���Ҫ�h�������ܺ�ռ�����X���a�ܺĵİٷ�֮10���ң�
�������X������ˇ���v�˂��y���D�G��ˇ�����M���D�G��ˇ�����B��������ˇ3���lչ�A�Ρ�Ŀǰ�����õĹ�ˇ��Ҫ�Ǻ�ɷN�����y���D�G��ˇ�ѽ���̭��
������Ҫ�������B��������ˇ�����҇���Ҫ�ǻ��D�G��ˇ�������B����ˇ�ڽ���ʮ�����u�����M���졣
Ŀǰ�������ڻ��D�G��ˇ�У������X�����^���Ԅӻ����_���^�ߵ�ˮƽ�����g�ஔ���죬�������B����ˇ�У�****�����㷨�\���^�٣���Ҫ߀�Dz���pid���ơ����������X�S�����^�̵ļ��g�b��ˮƽ�^�ͣ����a�O��l�������a߅��l���IJ����^��������о������B����ˇ��߀���ڳ�̽�A�Σ��Ԅӻ��̶Ȳ��ߡ�
2�����X�����^�̺���
���w�������tϵ�y��Ҫ�����������Xι�ϡ��������W�ٸ��������༉���L�A��ϵ�y�����w�Ҹ������t���༉���L��s����������������s�������m�ͷ��ҵȲ��֡�
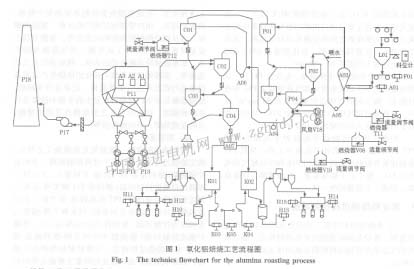
��ˇ���̈D����D1��ʾ��
���w��ˇ�^�̼��O�����£�
1)�������Xι��(���w�O�䣺����a01��Ƥ��foi�^�V�C�����Ě������X��ͨ�^Ƥ���\�͵��}l01���ٽ��^Ƥ���ӳ�������Ƥ��(f01)�͵�����( a01)�������ٰ����������������W�ٸ�����( a02)��
2)������w�O�䣺�������W�ٸ�����a02��
ͨ�^����a01�����ϼs���ٷ�֮8��l2�ĸ���ˮ���ضȞ�50�棬�M���������W�ٸ��������c��s300~ 400��ğ������ϣ������ڴ˱��ӟᣬ����ˮ���l�����ϱ�����p01��
�����ښ������X����ˮ�������ӵ���r�±��C�_���A�ڵĸ���Ч�����W�ٸ������ĵײ����bһ��ȼ����tll����ʹa02���՜ض���130�����ϣ�ȼ����tllȼ�Ϟ�ú�⣬����o��2 240 m3/h��
3)�A�ᣨ���w�O�䣺���L�A����p01��p02�����W�ٸ��������������Ϻ͚��w�����L�A����p01�з��x�����wȥ��Չm�����w�����������L�A�����ײ��������L�A����p01�����������c����x�����LͲp03�ğ�������������������L�A����p02�У�������ض���1100��~1 100�����ң����Ϗ�130�����ұ��ӟᵽ320~ 360�棬�@�r�������X��Óȥ���ֽY��ˮ�����Ϻ͚�����p02�з��x������ȥ�������W�ٸ�����a02�������M�뱺���tp04�У�
���������x�����w�O�䣺�����tp04������x���LͲp03�� ���w�Ҹ������t�͟���x���LͲ�����ˡ�����һ���x��ϵ�y��ȼ���՚�����sϵ�y�ѱ��ӟᵽ600~ 800�棬���ı����t�ײ������Ĺ��M�뱺���t�������LͲp02�����Ě������X�����F���о������M�뷴�������Ա�ʹ���ϡ�ȼ���cȼ���՚��ֻ�ϡ�
�����t�ײ���2��ȼ����v08��v19�����У�v08���c�����ã�v19��l2�����죬������Ҫ��Դ��v08��ú������ȼ�ϣ�������0~2 240m |