������m�����빦�ʵĜyԇ����
�¼��£��Ϻ����m���S��
1����
������m�����u��ָ�������빦�ʡ������҇��^ȥ�]�������ęz�y�ֶΡ�1980���p���������ҏS����ƶ��˲��˜�(SG211--80)��ԓ�˜ʃH����նȼ��L���քe���Ҫ��
�@���u������ȱ���ԣ�������m������늙C�����빦����ͬ��r�£����Æμ��L�~����ն������༉�L�~�^�ͣ��L�������༉�L�~�^�ߣ����1��ʾ��
��һ���棬һ��������m���Пo�������o�b�ã���������Ҳ�кܴ�IJ�e�����2��ʾ��
****��նȜyԇ�nj����m���M�L������������r���M�Мyԇ��Ȼ�����M�L�������r�����o�y�S��������ʹ������·ϵ�y�_ʼ�������˕r�yԇֵ�����L������r����նȣ��yԇֵ����δ�b���o�y�����m����ֵ�ͣ�Ȼ�������빦�ʅs�]��׃����
�z�y���빦��һ���ЃɷN������һ�N������䷨����һ�N��װ巨��
2������z�y���빦��
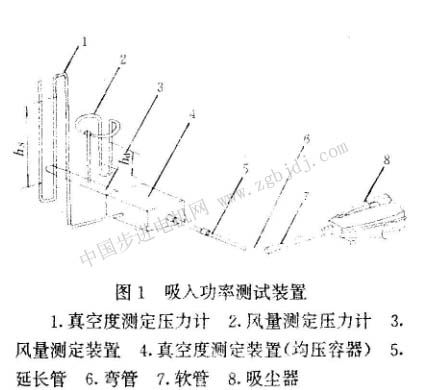
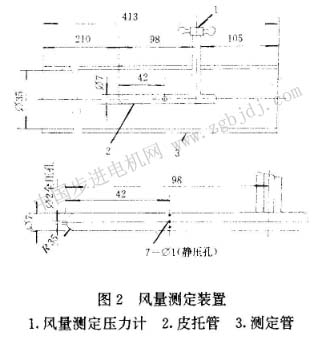
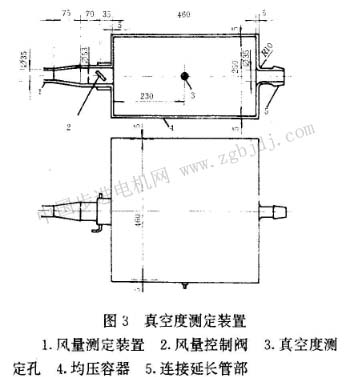
�y���r���Ȍ����m�������~��늉����~���l�ʼ�����ؓ�d��ɪ�£��\�D30min��ʹ���_��������B��Ȼ�����B����SCCI���m���C�Ϝyԇ�b���ϣ���D1��ʾ���L������նȵĜyԇ�b����D2���D3��ʾ��
�����x����նȣ����빦�ʺ��L���������������������y�{�����Δ����xȡ�L������նȺ�ݔ�빦�ʔ���������ÿ���yԇ�c�������{�������y10s�rӛ���նȡ��L����ݔ�빦�ʡ��˲��Eһֱ�^�m����****��նȞ����һ�c��ȫ���S���L����ֹ���������빦��������������****ֵ����ֵ�����m��****���빦�ʡ�
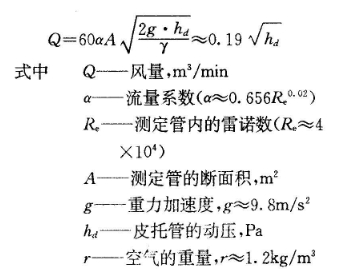
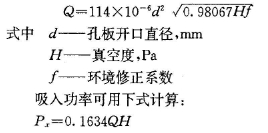
�L��������ʽӋ�㣺
�՚���������ژ˜ʠ�B��20��7448Pa��������Ȱٷ�֮��ʮ���ֵ��
a�����L���y���b��ǰ�˵�200mm�����ȣ���Ҫ������Ʒ�����⣬�ڴ˷����ȑ��o���y��ֵ��Ӱ푵Ě����������������Ś⣩��
b.�y���r�Դ늉�����׃�ӡ�
c������Ӌ���x������ȡ��ȥ��Ҏ�t׃�Ӳ��ֵ�ƽ��ֵ��
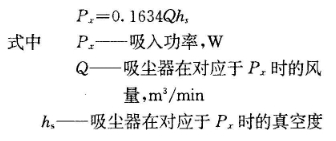
���빦�ʿ���ʽӋ�㣺P=0.1634
3�װ巨�z�y���˹���
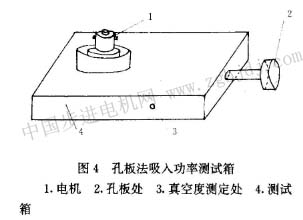
�y���r�Ȍ����m����늙C�B������D4��ʾ�yԇ�b���ϡ�Ȼ�����~��늉����~���l�ʼ������40mm��B���\�D30mim��ʹ���_��������B��
����������նȡ����빦�ʺ��L�����������������������ΰ���40mm����30mm����23mm����19mm����16mm����13mm����lOmm����6. 5mm��O�M���{�����քe�xȡ��նȺ�ݔ�빦�ʔ���������ÿ���yԇ�c�������{���װ�lOs�rӛ���նȡ�����ݔ�빦�ʡ��˲��Eһֱ�^�m����****��նȞ����һ�c��ȫ�������L����ֹ���������빦��������������****ֵ����ֵ��늄әC****���빦�ʡ�
�L��������ʽӋ�㣺
a���ڿװ�ǰ��200mm�ԃȣ�����ԓ���������������ԓ�����Ȳ�����Ӱ표y��ֵ�Ě�����
b���y���r�Դ늉����o׃�������{�����M��У����
4�������c�װ巨�z�y�����ă�ȱ�c
4.1�������c
4.1.1�Ԅӻ��z�y�̶ȸ�
������z�y�������L���z�y��Ƥ�йܷ��������o���cȫ����ˮ��������׃�Q���щ���׃�Q�����̖����ն�Ҳ�����׃�Q���щ���׃�Q�����̖�����c�C���M���Ԅӻ��z�y�����磬�ҏS���M������늙C��ʽ�����_�l��SCCI���m���C�Ϝyԇ�b�ã����b���܌�ÿ�_���m���ĸ��N늚����ܡ��L��ֵ����նȺ����빦�ʵ��M�о��ܜyԇ��Ӌ�㣬ͬ�r���z��Y��ͨ�^̎��Cݔ����CRT��Ļ��LED�@ʾ����ʽ��ӡ�Cֱ���@ʾ���yԇֵ���|���yӋ�������z�锵�����ϸ����ϸ��ʡ�ݔ�빦�ʺ����빦�ʵ��l�ʈD�ȣ�
4.1.2�z�y���ȸ�
һ��z�y���`����Ҫ�ЃɷN��һ�N�˞��`���һ�N��x�����O����`��F���þ����䷽��������ȫ������Ӌ��C�M�Д���̎�����ʾ����^�ߡ�
4.1.3�ܭh��Ӱ��^С
�ض��c���θ߶Ȍ����m�������m����늙C��նȵĜyԇֵ�Ƿdz����еģ�������P�˜ʌ��yԇ�ĭh���l��������Ҏ����Ҏ���ضȞ�20��2�棬��≺����86��106kPa��������Ȟ�ٷ�֮��ʮ���ٷ�֮��ʮ�����ϣ�һ��ԇ��Ҍ���≺���o���M���{��������նȼ��L���yԇֵ����M�����������ھ��������L���ęz�y����Ƥ�йܵķ��������c�װ巨���Ӱ��^С��
4.2�������ȱ�c
4.2.1Ͷ�Y��
���������L���z�y������Ƥ�йܵķ����Լ���Ӽ��g�đ��ã����O���һ����Ͷ�Y�^��
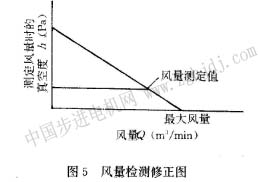
4.2.2****�L���������
�ڲ��þ�����z�y�L���r�����ڹ����y�Ĵ��ڣ���նȲ����ܞ��㣬�ʱ�횰���D6��ʾ�����M��������
4.3�װ巨�ă��c
�yԇ���^���s��
4.3.1Ͷ�Y��
�ڿװ巨���L���ęz�y���Ùz�y��նȌ����ķ������c�����䷽�����ʡ����Ƥ�йܼ������y�����O���һ����Ͷ�Y�^�١�
4.3.2�yԇ�������؏��Ժÿɱ��ԏ�
�װ巨�Ĝyԇ���H���Ƕ��c�y����
4.4�װ巨��ȱ�c
4.4.1�z�y�����^��
�ڿ՚┵���ęz�y�r��ÿ�θ��Q��������˹�������ͬ�r�M���x�������˹��`���^
����һ���棬�װ巨���L���z�y���õ�����նȌ����������`��Ҳ��
4.4.2�ܭh����Ӱ��^��
�װ巨�ܭh����Ӱ푲��H�c��������ͬ���������ڿװ巨���L���Ɏ���նȌ���
5�Y�Z
Ӱ����m���՚┵�������غܶ࣬�������b���^���У��^�V�����bλ�á����o�y��늙C���bλ�õ����أ��ڴ��������a�б���R�Ϸ������������ÿ�_���˹�������������ʹ��Ч��齵�͡���Ҋ�����þ����䷽���Ɍ��F�aƷ�Ԅӻ��z�y���ʾ����䷽�������m���ϑ��ÏV����
Ӱ����m����늙C�����^�٣��F���m����늙C���a��ˮ���Ԅӻ��̶Ⱥܸߣ������ҏS���M��ʿMICFLȫ�Ԅ����a��ˮ�������܌�ÿ�������Ԅ��M�Йz�y��һ���ڿ��b���a���ϣ������ó����M�Йz�y��
|