ֱ������늄әC�\�Зl���ĸ���
�����s(�Ϻ�������S)
l����
ֱ������늄әC������ʽ늴��L�C�еđ��ÏV��������ֱ��늄әC��늴��L�C�ȳ�������늙C�����⣬߀�Ё���늟������������ݗ�䡣��늄әC��ij�Nԭ����늙C�D�ٽ��͕r��늴��L�C�ğ��L�L�������pС�����S�����ğ��L�����ͼ����������˕r늟����ď��������늄әC��ݗ�䏊�ȳɱ����L����ʹֱ������늄әC�\�Зl��׃�늄әC�ڴ˷N���ӭh��������ò����^�ᱣ�o���ı��o�����б������Ŀ��ܡ�늟����ğ�ݗ�䲻�HӰ�늄әC�\�У�߀��ݗ���������O�ܣ���ʹ���O�ܓ����p�ģ��������������ã����½���������룬ʹֱ��늄әC�o��������ֱ������늄әC�ˢ�ۉmҲ��Ӱ�늙C�ēQ�����ܣ��\���е��ˢ�ۉm�����Q�������棬������҉m��ā�M��Q�����r�������c�ˢ�ۉm��ϣ�ճ���ړQ�������棬��늙C�\�в������D���Sо�������ӣ��o늄әC�������D���أ�ʹ늙C������������l��������ᘌ�ֱ������늄әC�\���еĆ��}��������ԭ��ָ����Ҫ�Ĵ�ʩ��
2�|������
2.1���Ӳ���
���Ӟ�h�������^�F���w���c�C���o�䣬����C�����ţ����y�Ĵň����Ȟ�0��06��0��07T�����O�С�+����-���Ę�ӛ�����ӛ�Ķ��˿�늙C�b��ͨ��ֱ��늉����D���S�ĵ���D�_����
2��2�D�Ӳ���
�D���@�M�@��ǰ���i�^�������S�D�ܣ���늙C�\�Ў�犺�δ�l�F���������;���ԇ��l��3���g���D���Sо�ϵ��S�D�ܼ��_ʼ�����տs���죬ʹ�D�ӵĴ����������ˢĥ�p���A�ݠ�B���Q������ԭ���ĈA���wĥ�p���F�w������F�w����������l�F�Q���������ж��l�e�C����\��һ�z�y���ֲڶ��ܵ����ص��Ɖġ��Q��������Ƭ�ľ���㊵��^����L���ȳ��^����Ƭ�����뵽�Q�������棬�ˢ�c�Q����ĥ�p�r�����a��������ճ�B���ã���ɓQ����Ƭ�g��·��Ӱ푓Q���\�Еr�g���L�͕����F늙C�D�ٽ��ͣ��D�p�٣��������������������
2��3���w�c�C������
�C���˲��]��ͨ�L���������_��ʽ늙C���@��Ƿȱ�ġ����w�c�C���g��ֹ������^���Ʉӣ�Ӱ�늙C���b�侫���c��϶�ľ����ԡ����w�ϵ�ˢ���OӋǷ�ף����Q�ˢ�nj�늘г�����ɡ����a�ƣ����^����ֻ�����b�ˢ����Ȼ���b�ˢ�������b���D�ӡ��C��������0��8mm��䓰�������ɣ��������^�ء����w�c�C�����Ĺ̶�����������ᔾo�̣�����Ӱ��|����
2��4�b�乤ˇ������
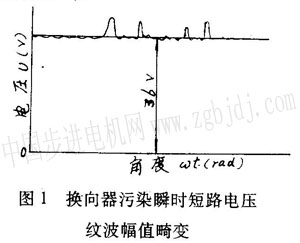
늙C�b��У�����C���ڵ������L���ο������wֹ���M���@���z���@���z�r�ăɵ����ɱ���،�һ����мĭ�w��늙C�w�⣬Ҳ���ɱ���،�һ����мĭ�w��늙C�Ȳ����c�ˢ�ۉm������һ���b��늄әC�r���Q���������c�����S���g�]���ړ������ֺ����b�ã�늙C���^�L�r�g�\�к��ٷ�ĭ�c�ǽ��ٷ�ĭ������ɏĺ����S���w�R�B�������͔���ճ�ړQ�������棬�@Щ�Һ�ɫ����ɫ����늙C�\�ИO�鲻�����Q�����ɶ˼y��׃��(Ҋ�D1)��
�Q����Ƭ�g�������·���ؕrҲ������\�D�е��D�Ӷ�·���\���е��D��ǰ�����D���g�Ě�϶�ň��Ƅ��D�����D���Ķ��a���D�أ��D���F���L�����ľ��c�����L�����ľ��b��r�����دB�����pС�D�أ��˕r����϶�еĴ������a�����ص�Ť���F���É|Ȧ���m���{����ʹ�܉��ȵ��D�Ӷ����c�S�ж��治��ĥ���a���������D��Խ�ߟ���Խ���\��30min�ָаl�C�������S�е����ܴ˟�����Ӱ푶�������l�w�R���䣬�;���ԇ�48h������ʹ�����ɿݣ��S�М����������ߡ����S�М����_100��r���Sо�c�S�оͳ��Fҧ���F�����������ش����~���D�ؕr��늙C��̎�ڶ�·�ƄӠ�B��늟������ذl�t���ض��EȻ������늴��L�C���⚤���ġ�
3������ʩ
3һ��߳��Ч��
���Ӵŭh�ڳ�ŕrδ�_��0��075T��ָ��ֵ���ŸБ������c�D�س����ȣ���˲��õķ����nj���řC�Ĵ��^�є����ӣ��F�IJ�׃��ԭ�����^�@�M�є�24�ѣ����@��32�ѣ�������ԭ�������pС����t���^늹����F��о�o���ݼ{�����@��Ĵ��^�b��ԭ��řC�ϣ���E50�Ͷ����ͭh�M�г�Ҏ��ţ���ŸБ������ձ����0��0074��0��0135T���ӽ�ָ��ֵ��
3��2����D���|��
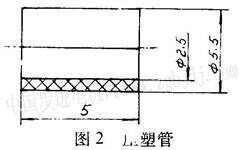
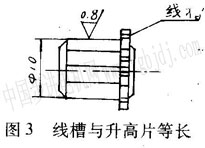
�D�Ӳ������ۉ��ܹ����i�^��(Ҋ�D2)ȡ��ԭ�����S�D���i�^����ʹ�D�ӹ����@�M���֟o���c�C���ȶ���ĥ����ʹ�䉺�����ܸ����@�M�����o�D���@�M��ʹ֮��׃�β��p�ģ��S��ʼ�K�S���ڲ�����0��5mm�����ȡ�����D�ӵęCе�ӹ����ȣ��D���F�ă���Aͬ�Ķ�ģ�߱��C��0��0lmm�����ȣ��B���@�������܇��A��ʹ�D�ӏ�����������׃ԭ�о��ȡ����D�ӛ_Ƭ��A�sС����܇��A�ߴ磬ȡ���D���F��܇��A��ˇ�������D�ӵ�Уֱ��ˇ������D���|����ʹ�Sо��������0��015mm�����ȡ��s������Ƭ�ľ����L�ȣ�ʹ���L�ȵ�������Ƭ�L�ȣ��������쵽�Q�������棬ͬ�r��ߓQ�����ı���ֲڶ�(Ҋ�D3)���Q�����c�Sо�o������䣬����ʹ�Q�����S��L�c�Sо������0��1mm���g϶����ZYһ80l�zճ��ճ�ӣ����ι̳ɶȴ���^�o�䣬�ҿ˷��Q��������Ҳ�p�����Sо�ď������ӡ�
3��3�C�����w�˵ĸĄ�
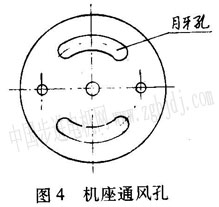
���C�����w�����^��Ąӣ��ĄӺ�Ķ��wֹ���b��C�����þo��ϣ����ô�۹̶����O�Թ̶���ȡ��������ᔣ�ȡ��늙C�b��У��Ķ��wֹ���@���z��ˇ���˷��˞�Į����M��늙C�Ȳ���Ӱ푓Q�����ܡ��C�����ϸĞ�0��5mm䓰壬�p�p늙C�������ֱ��C늙C�ɿ��ԣ���ʡ���ϣ��C���Ķ�������ͨ�L������(Ҋ�D4)����늙C��ͨ�L��s��
3��4�Q�����ܵĸ���
늘��b�붨��ǰ���ړQ�����������
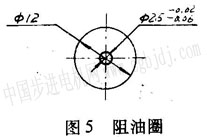
����һ�^���M��Ȧ(Ҋ�D5)�������c������Ȧ�ȿײ�����ƫ���c�Sо�o��o϶���Ҹ����D�S���D������Ȧ�⏽�ȓQ�����⏽���2mm��ʹ���w�S�����w�R���������۟o��մ�����D�еēQ�������Q�����Ͳ��a��
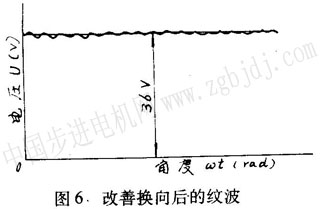
�����·�F����늙C�����ÓQ����r�µ��\�Зl�����˷���E50�ͮaƷ�;���ԇ�����늙C������������ͣ�D��ʹ늟����o�����L�����늴��L�⚤�ğ��ġ�����늙C�Q�����ܵĸ��ƣ��pС��늙C�������ͣ���Ӝp�����D6��Q�����ܸ��ƺ�Q�����ɶ˵ļy����
|