늙C(j��)�D(zhu��n)�������P(gu��n)�I�O(sh��)���c��ˇ(2)
����� (�㽭ʡ���T(m��n)����?zh��)طN�����O(sh��)������˾ 317100)
2.2.2ȫ�Ԅ�(d��ng)��ĩͿ��C(j��)
������һ�N��ʽͿ��C(j��)�ĸ��M(j��n)�O(sh��)Ӌ(j��)���ɣ��O(sh��)��Ĺ���ԭ��ʾ��D��D2��ʾ��
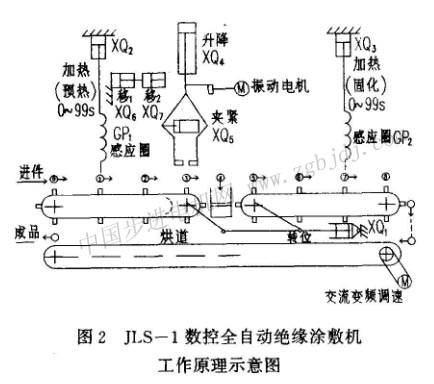 ԓ�O(sh��)����2�_(t��i)���l�ӟ��Դ���D(zhu��n)���b���һݔ��朲����A(y��)��λ�ú��A(y��)��Б�(y��ng)Ȧ���Ԅ�(d��ng)�½������D(zhu��n)��ͨ늼ӟᣬ���O(sh��)���ĕr(sh��)�g�Б�(y��ng)Ȧ�Ԅ�(d��ng)��늻����������b�Aλ���C(j��)е���Ԅ�(d��ng)�Aס�F����A���D(zhu��n)�S���Ԅ�(d��ng)����(j��)�����o늷�Ͱ��߅���(d��ng)߅Ϳ���ڼs���r(sh��)�g�C(j��)е���������˵ڶ�ݔ��朣����M(j��n)���A(y��)�̻���λ���Б�(y��ng)�ӟᾀ(xi��n)Ȧ�Ԅ�(d��ng)���£���(du��)��ĩ�M(j��n)�й̻�����(d��ng)��(j��ng)�s���r(sh��)�g�Б�(y��ng)Ȧ�Ԅ�(d��ng)���𣬹����^�m(x��)���е��D(zhu��n)�ƹ�λ�r(sh��)�������əC(j��)е���ڶ�ݔ��朵Ĺ����Ƶ�����M(j��n)�й̻���ԓ�����׃�l�{(di��o)�٣�ҕ�����ͮa(ch��n)����ͬ�{(di��o)��(ji��)ݔ���ٶȣ���(j��ng)����̻����ٽ�(j��ng)��s�����Ʒ������(g��)�^(gu��)��ȫ����X��λ�Â��������ƣ�ԓ�C(j��)�ă�(y��u)�c(di��n)�ǣ�Ϳ�ӟo(w��)���ǣ��F����A�������Ϸەr(sh��)���C(j��)е�ֿ���?sh��)A���F����A�ϣ������豣�o(h��)�r(sh��)���C(j��)е�֊A���D(zhu��n)�S�ϣ��@�N��Xȫ�Ԅ�(d��ng)��Ϳ��C(j��)�m�����Pʽ�ݗUݔ��Ϳ��C(j��)�o(w��)��Ϳ����D(zhu��n)�ӣ��������o����άF(xi��n)��Ϳ���������գ��^���͉��ߣ�ԓ�C(j��)���㽭ʡ�m�T(m��n)����?zh��)طN�����O(sh��)������˾���a(ch��n)��
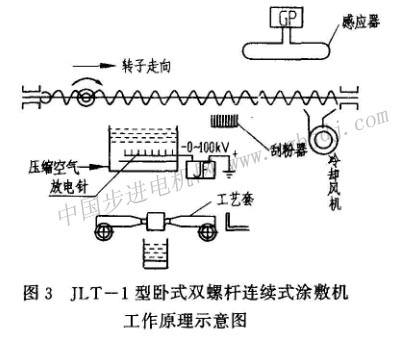
2.2.3�ݗU�Pʽ�Ԅ�(d��ng)Ϳ��C(j��)
ԓ�C(j��)��Ҋ(ji��n)�D3���Ѓɸ�������ͬ�������D(zhu��n)���L(zh��ng)�ݗU���D(zhu��n)�Ӄɶ˸��bһ��(g��)��ˇ�ף���(d��ng)�ݗU�D(zhu��n)��(d��ng)�r(sh��)����ˇ���c�ݗUĦ���S֮�D(zhu��n)��(d��ng)������ǰ���M(j��n)����(d��ng)�M(j��n)���o����������F�ҕr(sh��)����ĩ�����o늵��������ã��������D(zhu��n)���ϣ���(d��ng)�D(zhu��n)��ǰ�M(j��n)��ˢ�۹�λ�r(sh��)���D(zhu��n)����A��ˇ�ķ�ĩ���η�ˢˢ������ǰ�M(j��n)���̻��^(q��)���̻��^(q��)�ЃɷN��һ�N���h(yu��n)�t��ӟᣬ��һ�N�Ǹ��l�Б�(y��ng)�ӟᣬ������(j��ng)�ӟ�̻�����s�^(q��)�����D(zhu��n)����s�����Ʒ��ԓ�C(j��)�a(ch��n)���ߣ��D(zhu��n)����A����ӹ�ˇ�ף���ȱ�c(di��n)�nj�(du��)����ۡ�����^����D(zhu��n)�Ӳ��m�á�ԓ�C(j��)�m���ڴ�������Ҫ�ߵ����늙C(j��)����늉��ߴ��^С���۔�(sh��)�^С���_(k��i)���^���D(zhu��n)�ӵ�Ϳ��
�����m(x��)��
|