늙C���D���ԄӯBƬ���Mģ(1)
���l�������K�����R���F��˾ 21 3011��
l �� ��
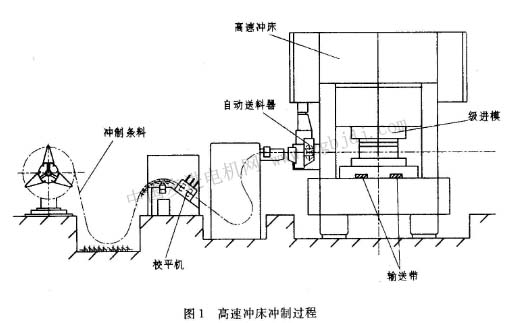
��늙C�ИI�У������D���F����늙C����Ҫ�����������|���Éģ�ֱ��Ӱ푵�늙C�ļ��g���ܡ����y늙C�����D���F�����칤ˇ����һ��_늛_�Ƴ������D�ӛ_Ƭ��ɢƬ�������^�RƬ�������T��T�Y����Ƭ���廡���ȷ����Ƴ��F�ģ����ڽ���늙C�D���F��߀�����ֹ��M��Ť�D��б�ۣ����M늙CҪ���D���F�Ĵ����ܺͺ�ȷ���������F�ĺ��D���F�ě_Ƭ֮�g�քeҪ�����Dһ���ĽǶȣ����Â��y����������Ч�ʵͣ����Ⱥ��y�_�����gҪ���S�����I���a���g�IJ���lչ����늙C������ȼ��g�I���яV�����ø��ٛ_���λ���M�����ԄӯBƬʽ�Y���F�ģ�����N늙C�Ķ����D���F�ģ�ɽ���Ρ�U���Ρ�С��׃�����F�ĵȣ����ж����D���F��߀�Ɏ�Ť�D�Bб�ۡ��_Ƭ֮�g����ǶȻ��D�B�T�Y���ȣ��c��ͨ�_ģ��ȣ��λ���Mģ���Л_�ƾ��ȸߡ����aЧ�ʸߡ�ʹ�É����L�����_���F�ijߴ羫��һ���Ժá������F�Ԅӻ����m�ϴ��������a�ȃ��c����늙C�ИI����ģ�߰lչ�ķ����D���F���ԄӯB�T���Mģ�ě_���^���ǣ��ě_�Ɨl�ϣ����ϣ�ͨ�^Уƽ�C���Ԅ����������ԄӼ��͝����b���M��λ���Mģ��ͨ�^����ֵ�ě_�ƣ����D���F�ĺͶ����F�ď�ģ����ͨ�^ݔ�͎�ݔ�ͳ��������l�ϴ�߅�ɸ��ٛ_���ό��ÏU�ϵ��Дࣨ���Ќ����ЏU�ϙC�Д࣬���ڼ��Mģ�ό��ÏU��ģ�M���Дࣩ�������^���Ԅ��M�У���D1��ʾ�������ԄӯB�T���D�ӎ�Ť�B�T����ǶȻ��D�B�T�_�ƹ������Ƿ��ڶ����D�ӛ_Ƭ���Ϲ�λ����ɵġ������D���ԄӯB�T���M����ù�����쾫�ȸߡ��Y�����M�����м��g��Ҫ��ߵĻ��D�C����Ӌ�����x�C������ȫ�C���ȣ����Mģ����Ҫ���ģ����ģ����Ӳ�|�Ͻ�ÿĥһ���пڿɛ_100�f�����ϣ�ģ�߿�������1�|�����ϡ�
2 �ԄӯB�T���g
���Mģ�ώ��ԄӯB�T���g����Ҫ��ԭ����y�����F�ĵĹ����^�̣��_��ɢƬһһ�RƬһһ�T�ϣ�����һ��ģ�߃���ɣ����ڼ��Mģ�Ļ��A���������µě_����ˇ���g�����˛_�����D�����S�ס��ۿț_Ƭ�Π�Ҫ���⣬���O�˶����D���F�įB�T��Ҫ�įB�T�c����B�T�c���x���õ�Ӌ���ě_����λ������ԭ�������D�ӵ����Ϲ�λ��׃�������������ã�Ȼ��ʹ���N�_Ƭ�����ɯB�T�^�̺ͯBƬӋ�����x�^�̣��Դ_���F�ĺ�ȣ��įB�T��λ���綨���D���F����Ҫ��Ť�D�����D�B�T���ܵģ�����ģ����Ҫ����Ť�D�C�������D�C�����ɯB�T�c�ڛ_Ƭ�ϲ����׃���D��λ�ö��γɣ��Ķ��M����һ��ģ�߃��Ԅ�����@Щ���ܵ���Ҫ��
2.1�F�įB�T�γ�
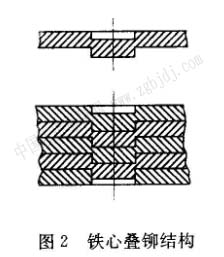
�ڶ����D�ӛ_Ƭ�m����λ�ϛ_��һ�����Π�įB�T�c���@Щ�B�T�c�����Ϸ�����ϲ��ǰ��οף������Ϸ�����²�����ģ���D2��ʾ���猢ͬһ���x�ߴ����Ƕ�뵽���οוr������Ȼ�γɡ��^ӯ�����_���o���B�ӵ�Ŀ�ġ������D���F���ԄӯB�T�^�̾��ǰ����@һ�_���C���M�еġ���ģ�߃��F���γɵ��^���ǣ��ڛ_Ƭ���Ϲ�λ��ʹ����һƬ�B�T�c����ֵ�ʴ_���c����һƬ�įB�T�c���οײ�λ�غ���һ�𣬮�����һƬ�ܵ�����ģ�������Õr������һƬ�����������c��ģ��Ħ�����a���ķ�������ʹ��Ƭ�a���B�T���@�ӣ�ͨ�^�Ԅӛ_���B�m����ě_�ƣ��Ϳɵõ�һƬ��һƬ���С�ë��ͬһ�����Ҿ���һ���B������R�F�ġ�
2.2���F�įB�T�Y����ʽ
a���ܯBʽ���B�T�ɽM���F�IJ���Ҫ��ģ�����ټӉ�����ģ�����_���F�įB�T�Y������Ҫ��
b�����ܯBʽ����ģ�r�ѯB�����F�ě_Ƭ֮�g���g϶��߀��Ҫ�ټӉ����ܱ��C�Y������
2.3�F�įB�T�c���O�ü������Ĵ_��
�F�įB�T�cλ���x�����_Ƭ�Ď��Π�_����ͬ�r���]늙C��늴����ܼ�ʹ��
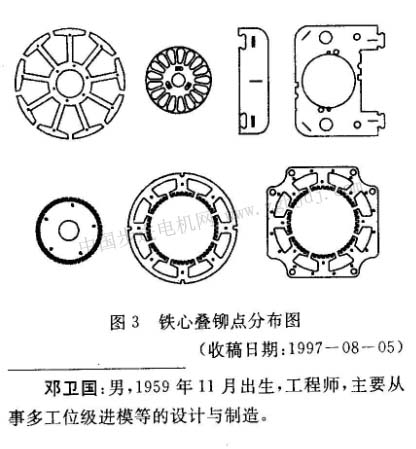
Ҫ�B�T�c���F���Ϸֲ������Q�;��B�T�c��������С�������F�ě_Ƭ֮�g�Y���δ�С�_����ͬ�r��횿��]ģ�����칤ˇ�ԣ����F�ě_Ƭ֮�g���д�ǶȻ��D���T�ġ�߀Ҫ���]�B�T�c�ĵȷ�Ҫ��ȡ��D3��ʾ�����D���F�ĵįB�T�c�ֲ��������m��
|