|
�־��(�F��A��������S)
ƽ��u�폗���ڟ�̎�����ʹ��֮ǰ������߀Ҫ�M(j��n)��һЩ����̎����������̎���IJ���Ʒ����(qi��ng)����(w��n)�������ܣ����늙C(j��)�����Ŀɿ��ԡ�
���õ�����̎�������Ї���̎��������̎�����Ӝ�����̎������(qi��ng)Ť̎�����Ӝ؏�(qi��ng)Ť̎���ȡ�����̎������(qi��ng)Ť̎����ƽ��u�폗�ɵ����a(ch��n)�Б�(y��ng)�ú��ձ顣
1����̎���͏�(qi��ng)Ť̎��
1��1����̎��
����̎���nj���̎����ĉ��s���ɉ��s�������O��ؓ(f��)���µĸ߶�H�������߶�Hb(���쏗�����쵽�����O��ؓ(f��)���µ��L��Lj��Ť�D(zhu��n)����Ť�D(zhu��n)�������O��Ť�D(zhu��n)�Ǧ�1)��һ�λ��ζ̕����s(���졢Ť�D(zhu��n))�����_(d��)����(w��n)�����Ɏγߴ����ҪĿ�ĵ�һ�N��ˇ������
1��2��(qi��ng)Ť̎��
��(qi��ng)Ť(����)̎���nj�����Ť�D(zhu��n)(���졢���s)�����ɲ��ϱ�Ӯa(ch��n)��������c������(y��ng)����������(y��ng)�������_(d��)����ߏ��ɳ��d�����ͷ�(w��n)���γߴ��һ�N��ˇ������
����̎���͏�(qi��ng)Ť̎����Ҫ��ᘌ��A���������ɡ�ͨ�^��(sh��)�`�J(r��n)�飬��ƽ��u�폗��Ҳ�m�á�2����̎���c��(qi��ng)Ť̎���Ľ綨
�@�ɷN̎�������ڲ�����ʽ����ȫһ�£��C(j��)��s���M��ͬ������̎���c��(qi��ng)Ť̎���ķֽ��ǣ�ƽ��u�폗��Ť�D(zhu��n)�r(sh��)��Ť�D(zhu��n)��(y��ng)���Ƿ��^���ɲ��ϵ������O�ޣ����^�ߞ鏊(qi��ng)Ť̎����δ���^�ߞ�����̎�������@�N������ͨ�^��ՓӋ(j��)���Єe�ģ����H�韩�����Ҳ����Єe�������^�ߴ�׃���Єe���t���^ֱ�^�������Єe����ƽ��u�폗���B�m(x��)����(f��)Ť�D(zhu��n)һ���Ƕȣ�ж�d���ɵĽǶȰl(f��)�����@׃��(****׃��)�鏊(qi��ng)Ť̎������o���@�ĽǶ�׃��(�o****׃��)���t������̎����
3����̎���c��(qi��ng)Ť̎���ęC(j��)��
3��1����̎���ęC(j��)��
��GBl805��86�п�֪������̎�����_(d��)����(w��n)�����Ɏγߴ����ҪĿ�ĵ�һ�N��ˇ������ƽ��u�폗����ʹ���У����ɲ���Ҫ�a(ch��n)�����Ժ�Ч�ɺ�Ч�����ڮa(ch��n)�����Ժ�Ч������ɏ��Ɏγߴ粻��(w��n)������ֹ���Ժ�Ч������Ч�Ĺ�ˇ����������̎����
���Ժ�Ч�Ǯ�(d��ng)���ٲ��ϱ����죬�ܵ����ڏ��ԘO�đ�(y��ng)���r(sh��)�����֑�(y��ng)���㶨��׃���S���r(sh��)�g�����L���l(f��)���˸����׃��(�Q��׃)�������ֽ��ّ�(y��ng)׃һ�����t���ك�(n��i)�đ�(y��ng)�����½�(�Q���Y)���p�ٻ��ȥʩ�ڽ��ٵ�ؓ(f��)�ɺ��S���r(sh��)�g�����L�����ٵ��տs���^�m(x��)�l(f��)�����@�����f�����ٵđ�(y��ng)׃��������đ�(y��ng)���������ֺ㶨�đ�(y��ng)�����@��(y��ng)���ں��߀�����ٰl(f��)��Ч��(y��ng)��
���Ժ�Ч��ԭ���ǽ��ك�(n��i)�еľ����������ķ��������ߵ�������(qi��ng)�ȣ�������һЩ�����t�����͵�������(qi��ng)�ȡ�����������^�͵đ�(y��ng)���¾Ͱl(f��)������׃�Ρ�ؓ(f��)��ȥ��֮��������(qi��ng)�ȵľ��������տs��ԭ�����L�ȣ�����������(qi��ng)�ȵľ����t��D�֏�(f��)��ԭ�е��L�ȡ���������������(qi��ng)�ȵľ���ʩ�ԉ���(y��ng)�����@�N����(y��ng)��߀�������M(j��n)һ����׃�Σ�����ؓ(f��)�ɳ�ȥ��߀���������տs�������揗�Ժ�Ч�������Ժ�Ч�t���������(qi��ng)�ȵľ������ԏ���(y��ng)��������������
�����ܵ�ؓ(f��)�ɱ����ஔ(d��ng)�L�ĕr(sh��)�g�l(f��)����һЩ���Ժ�Ч����ȥؓ(f��)�������ɠ�B(t��i)ͣ��һЩ�r(sh��)�g���ٜy�����Ժ�Ч���t���Ժ�Ч�p�����S�ࡣ�ٶȼ�ؓ(f��)���ڏ����܉�p�ُ��Ժ�Ч�İl(f��)�����@���f��������̎�������á��ڏ��������ꮅ֮��Ҫ���ܑ�(y��ng)�����à�B(t��i)�£������ஔ(d��ng)�L�ĕr(sh��)�g���ʹ�á�
��?y��n)���ٲ����Џ��Ժ�Ч�F(xi��n)��l(f��)�������Y�F(xi��n)�����Y��ָ��(y��ng)�����Y������(y��ng)���Ľ��ͻ�ؓ(f��)�ɵēpʧ����ֹ���Ժ�Ч�͑�(y��ng)�����Y���乤ˇ��ʩ������̎�����ڏ��ɴ�𡢻ػ���ٽo�Գ��^�乤���r(sh��)��׃��׃���������ڱȹ����r(sh��)�ԸߵĜض��±��ּs24h����LһЩ�r(sh��)�g���˞������ʹ�����L��׃����(w��n)������
3��2��(qi��ng)Ť̎���ęC(j��)��
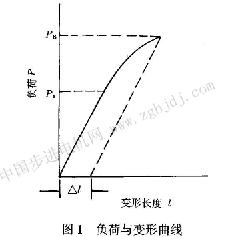
��(d��ng)���s(Ť�D(zhu��n)������)���ɕr(sh��)���䑪(y��ng)����(y��ng)���^���ɲ��ϵď��ԘO�ޣ���D1��ʾؓ(f��)������������Pe��ʾ���ɲ��ϵď��ԘO�ޣ�PB��ʾ��(qi��ng)Ť(������)̎��r(sh��)��****ؓ(f��)�ɣ����ɲ��ό�����(j��)ؓ(f��)�ɵĴ�С���a(ch��n)��һ����****׃�Ρ�l����(qi��ng)Ť(������)̎���^�ď����ټ��d�r(sh��)���䏗�ԘO�ގ�������PB�c(di��n)���ȏ�(qi��ng)Ť(������)ǰ��Pe����S�ࡣ
���ɽ�(j��ng)��(qi��ng)Ť(������)̎�����ڏ��ɲ��ϵ�����Ӯa(ch��n)���c������(y��ng)������Ě�����(y��ng)����ʹ���ɹ����r(sh��)��****��(y��ng)���p�ٺܶ࣬�Ķ�����ˏ��ɵij��d���������L��ʹ�É�����
4����̎���c��(qi��ng)Ť̎���IJ���
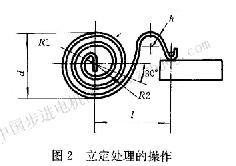
ƽ��u�폗�ɵ�����̎���c��(qi��ng)Ť̎���IJ��������nj����ɰ��b��һ��(g��)�����D(zhu��n)�����S�ϣ�������˹����c(di��n)����ƽ���ϣ����D(zhu��n)�����S��һ���Ƕȣ�����(f��)���(һ���8��12��)��
4��1��������̎��
��ƽ��u�폗���B�m(x��)�״�(һ���8��12��)Ť�D(zhu��n)��ijһ�O��λ�ã����d�cж�d���e(cu��)�M(j��n)�У���D2��ʾ��������β������ƽ�_�ϣ������IJ��b�ڌ��õ����D(zhu��n)���S�ϣ��������D(zhu��n)�c�������S���B�m(x��)������M(j��n)��8��12�Ρ�
4��2�L�r(sh��)�g����̎��
��ƽ��u�폗��Ť�D(zhu��n)��һ�O��λ�ã�������24h����L��Ȼ��ж�d����̎��һ������ڌ��ÊA�����M(j��n)�С�
4��3��(qi��ng)Ť̎��
��(qi��ng)Ť̎�������c����̎��������ȫһ�£����п��ُ�(qi��ng)Ť��Ҳ���L�r(sh��)�g��(qi��ng)Ť��****��ͬ���Ǐ�(qi��ng)Ť�ĽǶȱ�����̎����
5����̎���c��(qi��ng)Ť̎��ׂ�(g��)��ˇ���صĴ_��
5��1Ť�D(zhu��n)�Ƕ�
늙C(j��)�õ�ƽ��u�폗�ɵ�Ť�D(zhu��n)�Ƕȿ�����ʽ�_����
����̎��Ť�D(zhu��n)�Ƕȣ�
����<������+90��
��(qi��ng)Ť̎��Ť�D(zhu��n)�Ƕȣ�
����(qi��ng)>������+90��
ʽ�Ц�����������̎����Ť�D(zhu��n)�Ƕ�
����(qi��ng)������(qi��ng)Ť̎����Ť�D(zhu��n)�Ƕ�
�������������ɹ����r(sh��)��****Ť�D(zhu��n)�Ƕ�
����̎����Ŀ���Ƿ�(w��n)���ߴ�����ã�Ť�D(zhu��n)�Ƕȣ��Թ����Ƕȼ�45����90�����ˣ��^С�������ò��ã��^����a(ch��n)������׃�Ρ�
��(qi��ng)Ť̎������ҪĿ���Ǯa(ch��n)����(qi��ng)�����ã��a(ch��n)���c������(y��ng)������Ě�����(y��ng)����Ť�D(zhu��n)�Ƕȑ�(y��ng)���ڹ����Ƕȼ�90o���������ߡ���һƽ��u�폗�ɵĹ����ǶȞ�140������(qi��ng)Ť̎����Ť�D(zhu��n)�ǶȞ�270����
5��2׃�μ�׃�ν�
����̎�����l(f��)�����@��׃�Σ�����l(f��)�������@��׃�Σ��t�f����̎�����������߲����І��}��
��(qi��ng)Ť̎���ж���׃�Σ���****�⏽׃С��Ȧ�cȦ֮�g�ľ��x���ȡ�һ߅Ȧ�oһ߅Ȧ�ɡ����ľ�׃������(n��i)��׃С��ƽ��Ȳ���һ��(g��)ƽ���ϡ�ƫб�ȡ��@Щ������ɏ��ɲ��ϸ�����Ҫ����׃�νǣ����С����(j��)ƽ��u�폗�ɵČ�(sh��)�H��r��������B(t��i)��������(j��ng)��(sh��)�`���J(r��n)�����S��׃�νǶ���10����30�����^��Ҏ(gu��)���t���Ɉ�(b��o)�U��
5��3�z���c̎��
����̎���c��(qi��ng)Ť̎��֮������(g��)�z�������P(gu��n)��Ҫ��һ�h(hu��n)���������������������̎���IJ���Ʒ�c���ϵ�ȱ�ݡ��@Щ����Ʒһ���ֿ�ͨ�^����ʹ�ã���һ���־�ֻ�܈�(b��o)�U��
|