늙C(j��)늘ГQ������܇��
��cƽ(����ʯ������܇������S)
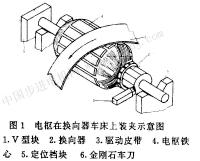
1����
늙C(j��)늘ГQ������܇����늘�������P(gu��n)�I���Q�����ı���ֲڶȡ��Q������A�c늘��S��ͬ�S�ȡ��Q���������ĈA�ȵ��(xi��ng)����ֱ��Ӱ�늙C(j��)�����������Լ��\(y��n)�D(zhu��n)�Ŀɿ��ԡ��ҏS܇������ֱ��늙C(j��)늘ГQ���������y(t��ng)��ˇ���ھ���܇���ϼӹ�����ܛצ�A��늘��Sһ�˵��S��λ����һ�˵��S��λ�����ļ�֧�Σ����߲���Ӳ�|(zh��)�Ͻ�Ƭ���M(j��n)�ГQ������A���܇��������ܛצ�����ļܘO��ĥ�p���Լ����S���D(zhu��n)�����c늘����ĵIJ�ͬ�S�ȵ�Ӱ푣���֮Ӳ�|(zh��)�Ͻ�ƬҲĥ�p�ܿ죬��ˣ����y���C��������(w��n)����܇��늘ГQ������1989���ҏS�������h(hu��n)��˾���M(j��n)��5�_(t��i)늘������P(gu��n)�I�O(sh��)�䣬������һ�_(t��i)늘ГQ����܇�����@�_(t��i)܇����Ͷ�a(ch��n)����׃���ҏS���y(t��ng)�ēQ�����ӹ��������������˓Q������܇���|(zh��)�������a(ch��n)Ч�ʡ��Q������A�ı��F(xi��n)�ֲڶ���Ral��6���͵�Ra0��4���Q������A���挦늘��S�ľ����������(d��ng)��O��01mm���͵�O��002ram�����Ľ�B�Q����܇�����䵶�ߵ����c(di��n)���Լ�Ӱ푓Q����܇���ĸ��N���ء�
2�Q����܇�������c(di��n)
�����h(hu��n)��˾DIA��һRS3��늘ГQ����܇�����ú��ӽY(ji��)��(g��u)���������������|(zh��)�������õĄ��ԣ��������ܺܺá�늙C(j��)���ͱõ����D(zhu��n)�C(j��)е�b���\(y��n)�D(zhu��n)ƽ��(w��n)�����Ҳ�����Ӳ���z�|����ȴ�ʩ��������܇����(n��i)�������(d��ng)Դ��܇�����ÿɾ��̿���������܇���Ĺ���ѭ�h(hu��n)������Һ������(d��ng)�����M(j��n)���˵��͂���(d��ng)Ƥ�����������M(j��n)���ٶȟo��(j��)�{(di��o)��(ji��)��
܇�����Ãɂ�(g��)V�͉K֧��늘��S���S��λ����һ�o���^��ƽƤ������늘��F����A�ϣ�����(d��ng)늘и������D(zhu��n)��ƽƤ���c늘����ľ���һ���Ƕȣ�ʹ늘����D(zhu��n)�r(sh��)�a(ch��n)��һ�S��������늘�β�˾o����λ�n�K(��D1��ʾ)���������@�N�b����λ��ʽ�c늘��b����늙C(j��)�еķ�ʽһ�ӣ���ˣ�ʹ늘е��O(sh��)Ӌ(j��)����(zh��n)���ӹ�����(zh��n)���z�(y��n)����(zh��n)���b�䶨λ����(zh��n)һ�£��p�����`�����˾��ȡ�
 늘Ђ���(d��ng)Ƥ����һ���T��늙C(j��)�(q��)��(d��ng)���(q��)��(d��ng)Ƥ��݆��(j��ng)�^�м�(x��)��ƽ�⣬��A����⻬�����늘�֧����V�͉K�ϣ���ƽƤ���(q��)��(d��ng)�������D(zhu��n)�r(sh��)��ʮ��ƽ��(w��n)�� 늘Ђ���(d��ng)Ƥ����һ���T��늙C(j��)�(q��)��(d��ng)���(q��)��(d��ng)Ƥ��݆��(j��ng)�^�м�(x��)��ƽ�⣬��A����⻬�����늘�֧����V�͉K�ϣ���ƽƤ���(q��)��(d��ng)�������D(zhu��n)�r(sh��)��ʮ��ƽ��(w��n)��
�����ϵăɂ�(g��)V�͉K�Ĺ����涼���Ӳ�|(zh��)�Ͻ�V�Ͳ۵ĵײ���һ�����Ϳף������r(sh��)�����F�Ԅ�(d��ng)�ĵײ��Ϳׇ���������V�͉K�Ĺ����棬���L��V�͉K�Ĺ������������C�������ȡ�
܇�����Ą��Ժ����������b����ʽ�Ǹ߾���܇���Q�����Ļ��A(ch��)���������@Щ߀����߀��(y��ng)�c���m�ĵ��ߡ��������������������_���{(di��o)����Y(ji��)�ϣ�����܇�������|(zh��)���ēQ������
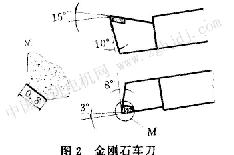
3���ߡ����������c�{(di��o)��
�Q������܇�����������m(x��)��������ӹ������o���~��ͨ���x�ý���ʯ����܇���Q�����ĵ�Ƭ���ϡ�
����ʯ��һ�NӲ�ȸߡ����ȴ�IJ��ϡ�����Ӳ�ȿ��_(d��)Ŭ��K��oopӲ��8000��12000���S��Ӳ��HVl0000�������������ϵ�Ħ��ϵ��(sh��)С����ĥ�Ա�Ӳ�|(zh��)�Ͻ��50��100�������龫�ӹ���ɫ���ٵĵ��߲��ϣ������ܱ�Ӳ�|(zh��)�Ͻ���(y��u)Խ�öࡣ�e���M(j��n)����ɫ���ٵ�����ǰ��Ӳ�|(zh��)�Ͻ��ǟo��ȡ������ʯ�ġ�����ʯ�����mȻӲ�Ⱥܸߣ���ĥ�����ܴ࣬�����(d��ng)����ˣ����龫܇�Q�����Ľ���ʯ�����������������c(di��n)��
���ʹ�ý���ʯ����܇���Q�����r(sh��)�����������Ǵ�s90����ͨ����ؓ(f��)ǰ�ǻ���O��ǰ�ǣ�ǰ����һ��ĵ���A�������ڌ�(sh��)�Hʹ���У��l(f��)�F(xi��n)�@��(g��)�A�����]��ʹ����׃���h���������Q��������ܛ���~�IJ����p�죬�����ړQ�����ۃ�(n��i)����ë�̡��ҏSĿǰʹ�õĵ���Ч���^��(Ҋ�D2)���@�N܇����һ�dz��h���ĵ��С�����A���ɵ��Ǵ��档����б�Ҫ��Ҳ���ڵ�����ĥ��R0��15��O��25mm�ĈA�����ԫ@���^�͵ı���ֲڶȡ����A������̫��t��(hu��)������������ʹ�����������y���~мճ�ړQ�����ۃ�(n��i)�������x�������������dzɹ�܇���Q��������Ҫ����֮һ�����ʯ�����ڳ����ܼӹ��У������~���S�~�������ٶ�500��600m��min���M(j��n)�����O��02��O��05mm���ߵ�����0��05��0��2mm��r��������܇���Q�����ǔ��m(x��)�������ҙC(j��)�����������(d��ng)�^֮������܇����ö࣬ë����������Ҳ���������]��������(sh��)ֵ�������ٶȲ�����310m��min�����ߵ����ڱ��C����ֲڶȵ���r�±M����
ʹ����Ȼ���ʯ��Ƭ�r(sh��)���M(j��n)��������ّ�(y��ng)��O.05ram��ʹ���˹��ϳɾ۾����ʯ��Ƭ�r(sh��)���M(j��n)��������ٞ�O��12mm���ý��ʯ����܇���Q�����r(sh��)���ēQ��������������м�ęM�����Π��(hu��)Ӱ���������м��������мԽ������м�Ƀ����䡣����ɂ�(g��)����ijߴ綼̫С����м�͕�(hu��)˺�u���@�Ӽ�Ӱ푱���ֲڶȣ��֕�(hu��)�ڲۃ�(n��i)����ë�̡���ˣ���ͨ�^�^��Q��������ļӹ���r�{(di��o)�����������͵��߰��b�Ƕȣ��ԫ@�ÝM��ı���ֲڶȡ�
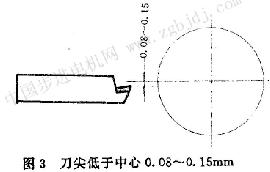
���m�{(di��o)�����ʯ���ߌ����߉����������������߶��Ƿdz���Ҫ�ġ�������ߵ�������������늘������^���^�ͣ����߶������������������߉���Ҳ��(hu��)�s�̡��������늘����ľ�O��08��O��15mm���ɫ@���^�ѵĽY(ji��)��(��D3��ʾ)����(d��ng)?sh��)���߳�����̫���r(sh��)��������������ڵĉ�����ʹ���ߓp�ģ����������ߓp��֮ǰ�Ϳɿ����Q�����ۃ�(n��i)�D�M����м����?y��n)�˕r(sh��)�����Л]�Ѕ�������������܇������Ѳ��ϲ����ġ����ʯ܇��������������^���r(sh��)���mȻ�ȸ������ĵĺã�����Ȼ��(hu��)�s�̵��߉�������?y��n)�˕r(sh��)�������ǰ�ǜpС����(d��o)�´�ֱ���������������п������ߓp�ġ����m�ĵ��߰��b�߶ȕ�(hu��)ʹ���������p�졣
4Ӱ푓Q����܇������������
����܇������ϵ�y(t��ng)�⣬늘б����ĸ��Nȱ��Ҳ��(hu��)Ӱ푓Q������܇���|(zh��)����
4��1늘��S�ĈA��
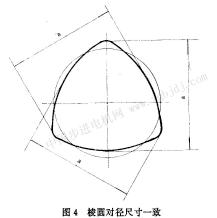
늘��S��늘в��������P(gu��n)�I�����֮һ��늘��S�S��λ���S�i��ĥ���|(zh��)���dz���Ҫ�������S�����ص�Ӱ푣�ĥ�����S�i�����a(ch��n)�����Σ��@һ�c(di��n)�ڲ��ßoоĥ��늘��S�r(sh��)���������@���{(di��o)�����m��(d��ng)?sh��)ğoоĥ��(hu��)�a(ch��n)���攵(sh��)�����Σ����εČ����ߴ籣��һ��(Ҋ�D4)���@�N�Π���ǧ�ֳߟo���z�飬�����ÈA�ȃx�y����
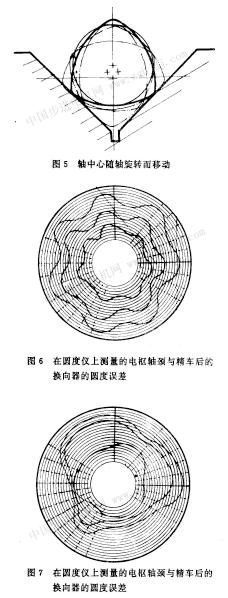
��(d��ng)�������S��V�͉K�����D(zhu��n)�r(sh��)���S�������S���S�����D(zhu��n)���Ƅ�(d��ng)(Ҋ�D5)���������܇���ēQ����ʧ�A���Ĝyԇ��(b��o)��ɿ������Sʧ�A���Π��(hu��)ֱ���D(zhu��n)�Ƶ��Q�������F(xi��n)�ϣ��Q�����ęM�����Π��c�S�ęM�����Π�ʮ��һ��(Ҋ�D6���D7)��
4��2늘��S�S�ľ���ֱ����
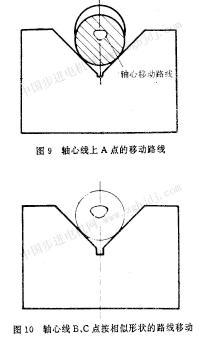
늘��S�S�ľ���ֱ���Ȍ��Q����܇��Ӱ�Ҳ�ܴ�һ�����S�i֧�е������cһ��(g��)�E�A�ε��Sʮ������(Ҋ�D8)��늘��S���D(zhu��n)�r(sh��)����֧����V�ΉK��߅������(d��o)��V��֧�ЉK߅�����S��A��D9��ʾ·���Ƅ�(d��ng)����ô�Q��������B��CҲ��(hu��)�������Π��·���Ƅ�(d��ng)(Ҋ�D10)����(d��o)��܇���ēQ����ʧ�A��

���⣬���S߀��(hu��)����ƽ�⣬��(d��ng)Ƥ���(q��)��(d��ng)늘����D(zhu��n)�r(sh��)���������(d��ng)���Ķ�Ӱ�������܇������ˣ�****��܇���Q����֮ǰ��늘��SУֱ��
4.3늘е�ƽ��
늘��F�įBƬ��б���@����������(w��n)��������(hu��)����늘еIJ�ƽ�⡣늘����D(zhu��n)�r(sh��)����ƽ����ʹ늘п�����V�͉K��(n��i)�Ƅ�(d��ng)���a(ch��n)�������(d��ng)���Q�����ĈA���ر���ֲڶȶ���Ӱ���Ӱ푵ij̶��c��ƽ�����ɱȂ�(c��)���@�NӰ��Еr(sh��)�ɺ��ԣ����Еr(sh��)�t��(y��ng)����ע�⡣��ƽ�����^��r(sh��)��܇��һ���|�������Ϳ�����������������늘В���V�ΉK�������p�ĵ��ߡ�
�ړQ��������Ҫ��ܸߕr(sh��)�������܇���Q����֮ǰƽ��늘С�
4��4�Q�������|(zh��)���͓Q��Ƭ�~�ĵ�Ӳ��
��܇���Q�����r(sh��)��ÿһ�K�Q��Ƭ����횾������Ą��ԡ���܇���^���У��Q��Ƭ�Ƅ�(d��ng)��(d��o)�µ��ߓp���Լ������(b��o)�U����r�O�ٰl(f��)����һ������܇���^���У��Q��Ƭ�l(f��)��Сλ�ơ����@�N��r�£�늘��D(zhu��n)��(d��ng)�r(sh��)���N�ߵēQ��Ƭͨ�^�ˢ��������늙C(j��)�\(y��n)�D(zhu��n)�r(sh��)����(Ҋ�D11)��

�Q��Ƭ�Ʉ�(d��ng)��ԭ���ǣ��Q��Ƭ�~��̫����܇�����Բ��Q��Ƭ��Ƕ���O(sh��)Ӌ(j��)��������Ƕס�Q��Ƭ�ķ�ȩ���Ϲ̻�����(d��ng);�۽�������r(sh��)���Q�����^�ᡣ�@��ͨ�^�Q�����ĺ����O(sh��)Ӌ(j��)���{(di��o)��Ƕ�ܼ��c(di��n)����ˇ����(sh��)��Q��
|