|
һ�N�oˢֱ��늙C�����·���
�X��
(�Ї���ӿƼ����F˾��4l�о��������հ���233006)
�ЈD���̖��TM33 �īI���R�a��E
���¾�̖��1004��7018(2008)04��0060��01
���Ľ�Bһ�N�oˢֱ��늙C��ϼ������D���a���M�и߾��ȿ��Ƶ��·�����
1��ͨ����ԭ��
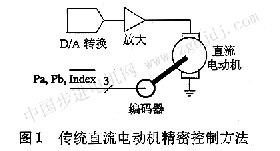
���y��ֱ��늄әC���ھ��ܿ��ƕrһ�������D1��ʾ�ķ�����
���ڂ��y��ֱ��늄әC�����ˢ�Q���ھ��ܿ����д��ڶ�λ���^����ˣ��˷N���������ڿ��Ƽ���λ�����^�͵Ĉ��ϣ����a��һ���x�Î�ʮ���װپ����D�Ĺ�늾��a����
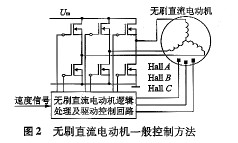
��������ͨ�ğoˢֱ��늄әCһ�������D2��ʾ�ķ����M�п��ơ�
�D�У�Ha��A��B��c���_�Pʽ����Ԫ����߉̎���������·����Ì��õğoˢ늄әC���·��Ҳ�ɸ���������Ҫ�Ɇ�Ƭ̎��оƬ�������·���ɡ��������ǣ���������̖�M��߉̎���������ٶ���̖�a��PWM�}�_���M��Ƿ�����^�����Ƅӡ������D�ȿ��ơ��ڲ����߾���λ�Â�����(��ž��a�������D׃����)���ٶȂ�����(�y�ٙC��λ����̖��)����r�£�ֻ�܌��ں��ε��ٶȿ��ƣ�һ��ֻ������늄�����܇����ӡ�C��****�L�C�Ȉ��ϡ�
2�¿��Ʒ����OӋ
�������ؽ�Bһ�N���ھ��ܜy���x���Ŀ����@�M�oˢֱ��늄әC�����ܶ�λϵ�y��
2 1�����@�M�oˢֱ��늄әC�Y��ԭ��
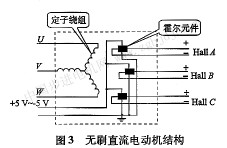
��D3��ʾ��늄әC���Ӽ�����Ԫ�����ɿ����@�M�Y�������@�Mʹ����Ԫ����ճ���ڭh�����������ϡ����ڛ]�й��Ƭ�Ƴɵ����X�Ͳ۵��F�ģ��@��ϡ�����Ų������ɵ��D�������D�^���У��F�ļ���λ�D�ؾ����㣬�����ھ��ܶ�λ��
���ඨ���@�M�ӳ�������U��V��W��
����Ԫ���õ��Ǿ��Ի���Ԫ�������ӳ�8�������������У�+5 V��-5 V������D��Aݔ��(����һ��ϵ�y��Ҳ��ֱ
�����Դ�o��)�����������Ԫ��A��B��C���Դ���֮����oˢֱ��늄әC�Ľo��������̖����ԓ��̖�����r��늙C���D���D���c���С���P����֮��Ȼ���@�ӣ��ڿ��Ʒ�ʽ���c���y��ֱ��늙C���Ʒ�ʽ������һ�¡�
2��2������̖��̎������Ȧ��
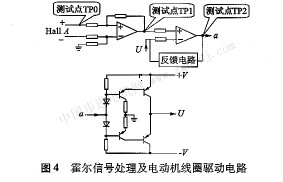
����Ԫ��A��B��G����·���|��ͬ����̖��������Hall A��������B��̎���^�̣���D4��ʾ������Ԫ���a����λ����̖���^��ַŴ����ȡ����������(����Ʒ���)��̖���ٽ��Ŵ������ƣ�����^����ӿ���늄әC�\�D��
3���H���ýY��
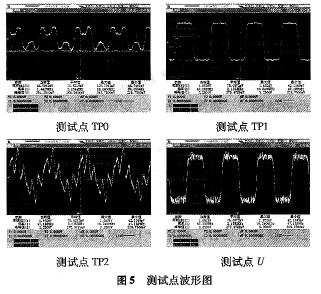
�ڌ��H�����У��҂����մ˷N���Ʒ��������ÈD1��ʾ�ļ������D���a���M�ж�λ���������D���a����8.1�f�����D�����M����6����ֵ��4���l��늄әC�\��ƽ�������@���^�ߵĶ�λ���ȣ���D5��ʾ��
��늙C�yԇ�е�һЩ���}����������
���ĺ������Ҍ����T����
(�ɶ�����늙C�S���Ĵ��ɶ�610500)
�ЈD���̖��TM306 �īI���R�a��E
���¾�̖��1004-7018(2008)04��0061-02
1�pͨ�����O���D׃�����־��C����늚���λƫ���^���ԭ�����
�pͨ�����O���D׃�����Ļ���늚���λ����Փ�ϑ����غϵģ��@�Ӳŷ���Ҏ���ĺ����Pϵ�������H�ϣ����ڹ�ˇ�`��Ĵ��ڣ�һ�_�ӹ��õ��pͨ�����O���D׃�������־��C�Ļ���늚���λ�����o���غϣ��@�ͮa���˴־��C����늚���λƫ���ƫ������r�£�ʹ���п��Ԍ����M���a���������ƫ��̫���a���t�o�ܞ�������ˣ����pͨ�����O���D׃�������Ҙ˜ʡ�Ҏ�����O������36p���־���ƫ��30���O����>36p���־���ƫ��20 ��һ����r�£����ڌ����D׃�����ļӹ�����Ҫ���^�ߣ��oՓ��늙C�OӋ߀�ǹ�ˇ�����϶�Ҫ��ȡһЩ�a����ʩ����ˣ����I�S���a����늙C���־��C����늚���λƫ������ںϸ�֮�ȣ��O�ٔ�늙C�mȻҲ�����F���ϸ�Ҳ��������ܴ�������̫�t����ԭ���ˡ���һ�N64p���pͨ�����O���D׃�������֡����C����늚���λƫ��Ҫ��ܡ�20 �����H�t��+l��20�������_1�����@�@Ȼ���ǹ�ˇ�`������ġ��P�߷����J�飬�@���Ǿ��C�����e�`��ɵģ����Ѿ��C�������@�M�e�˞������@�M���������@�M�t�������e�˞������@�M�����C�Ļ���늚���λ��Ȼ�����^64���O��90��늚�ǣ��������ęCе�Ǟ�360����64��4��1.4������1��24 ����ˣ�ԭ+1��20�Ļ���늚���λƫ�����m���^�����־�����늉���λƫ��t�ɜpС��1��24-20 =4 ���@�ӣ�ԓ늙C�Ļ���늚���ƫ��ͺϸ��ˣ����Һ�С����ʾ��D��D1��ʾ���Dla��֙C�����@�Mݔ��늄�׃��
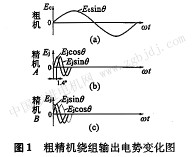 �D��O��֙C����늚���λ���D1b�龫�CA������e�`�����������@�Mݔ��늄݈D�����Կ������˕r���C�Ļ���늚���λƫ��l.4���Cе��(��90��늚��)���־��C늚���λ���غϣ��D1c�龫�CB������e�`�m�������������@�Mݔ��늄݈D�����Կ������˕r�־��C�Ļ���늚���λ�غ��ˣ��`���1��24 -1��20 =4 (�@����f�����}���㣬��������λ�`����뼉��Ӱ�Ҳ����)�����˕r�ĺ����Pϵ�������ψD1b��Ҫ���������@�Mݔ��늄���λ���� 180������회������@�M��β���ӣ�ݔ��늄���λ�ŷ���Ҫ����Dlc��̓����ʾ����˿��ԏ��п������pͨ�����O���D׃��������늚���λƫ����ǹ�ˇ�`����ɵģ������ɳ����e�`���¡���Q�ķ����nj�ԭ�����M������־��������׃���ң��ٌ������@�M��β���Q��һ���������@�N�`�������U늙C��
2�oˢֱ������늄әC���һ�D�������������N��ԭ�����
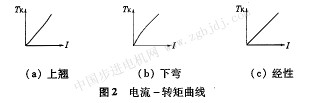
��ˢֱ������늄әC������D����������һ�����������ģ���С����Σ������Ǿ��Եģ�������Σ����ǷǾ������������Ҳ�ͬ�Ķ��D�c�y����������������һ�¡����oˢֱ������늄әC���e����ͬ�Ķ��D�c�y�������һ�D����������������һ�£��е��c�������һ�D�������������������ձ�Ҏ�ɣ��е��c�s���F���һ�D���������������N�����һ�D����������һֱ���־����Pϵ����ʾ��D��D2��ʾ��
�D2��ij�oˢֱ������늄әCһЩ������D�c�Č��H���-�D�������澀���oˢֱ������늄әC�����һ�D����������ʲô�����F�@һ����F��?�@�����ڟoˢֱ������늄әC�c��ˢֱ������늄әC늘з�����ͬ����ġ���ˢֱ������늄әC���ˢ�����Ծ����{���õ���r�£����D�rֻ�н��S늘з��������S늘з����ڶ��D����������r��ֻŤ���ň������Դ˕r�����һ�D�����������Ǿ��Եġ����D����^��������·ͣ������ň�Ť��������߀�����F����ȥ�ţ��ɴ������D���`�����½������F���һ�D�������������������oˢֱ������늄әC�t��ͬ����ӓQ��o���{�������Ծ����ʴֶ��D�c�����a��ֱ�S늘з�����ֻ�ИO�ٔ��Ķ��D���н��S늘з�����ֱ�S늘з����ĽY��ʹ�еĶ��D�c���ţ��ɴ˳��F���һ�D�������������N�F���еĶ��D�c�p�ţ����F���һ�D�������������F���S늘з����c�t���F���-�D�������������־��Ԡ�B��
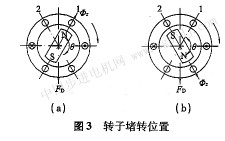
���˔������㣬�҂���һ�N������������B�oˢֱ������늄әC�ڲ�ͬ���D��B��늘з����M�з���(��������B늙C��Փ����һ�ӵ�)���D3����������B�oˢֱ������늄әC���D���D�Ӵň�׃���D��ԓ늙C�ĴŠ�B�Ǧ�=120 �����D3a���D�Ӷ��D�ڴŠ�B�ǵ�߅��lλ�á����Կ������˕r��늘з����ň�FD��ֱ�S����****���Һ��D�Ӵň�����z�����෴�����a��****ȥ�š����c�y�������һ�D�����������t����������D2b��ʾ���S���D��λ�ð����^����׃����FD��ֱ�S������u�pС��ȥ������Ҳ��u�pС�����D�c�����-�D����������������������u׃ֱ�����D���\�ӵ�  �Š�B�Ƕ��D�r���tֻ�н��S늘з������˕r�����-�D����������׃��D2c�����D��λ���ڴ���  �Ƕ��D�r��늘з����ň�FD��ֱ�S�����c�D�Ӵň���z������ͬ�����dz��F���ţ�늙C���-�D�����������_ʼ�����N�������D����D3b��ʾ�ĴŠ�B�ǵ���һ��߅��2λ�Õr��FD��ֱ�S�������a��****���ţ��@�r늙C�����-�D��������������F��D2a��ʾ�����N�F�oˢֱ������늄әC��ֱ�S늘з������ɱ���ؕ���늙C���D�ز������Ӱ푡������ڟoˢֱ��늄әC���D�ӴŘOһ�㶼�����@�O�Y������늘з����ńݳʬF�^��Ĵ��裬�����@�N����ȥ������Ҳ�����ģ��� ���D�ز���Ҳ�����a��̫���Ӱ푡����ҿ���ͨ�^��׃ͨ늷�ʽ���pС�Š�B�ǁ�pС늘з�����ֱ�S��������oˢֱ��늄әC��****ֱ�S늘з����ńݞ�  ,��������B�ĴŠ�B�Ǧ�=120 ������������B�ĴŠ�B�Ǧ�=60 �����@Ȼ��׃ͨ늷�ʽ���������������ԜpС�Š�B�ǣ��Ķ��_���pСֱ�S늘з������D�ز��ӵ�Ӱ푣���ֱ�S늘з������oˢֱ������늙C�D�ز��ӵ�Ӱ�Ҳ�����ġ� 3ֱ������늄әC���ˢ�����yԇ���}
ֱ��늄әCͨ�^�ˢ���f������ˢ�����Q����ĥ�p���������Ӵ���d�p�ģ��ˢ����С���a�����|�����������𣬟��g�Q��������ˣ�һ�㶼Ҫ���ˢ����������һ���m���ķ����ȣ���ʹ�ˢ��ȫ�ɿ����M�й�������ô���z��ֱ��늄әC���ˢ�����ԺηN�������?Ŀǰ�����õķ����ЃɷN��һ�N�ǸܗUʽ�y��Ӌ������һ�N�lj��sʽ�y��Ӌ�����ܗUʽ�y��Ӌ�����Üy��Ӌ�ĸܗU****�܄��ˢ�y��������������Ҫ��ߣ�Ҫ�_���ʴ_�y���dz����y�����������ñ�Ƭ����~���ɮa������׃�ζ��y�����@�N��Ƭ���ɺ�����׃��ʧЧ��ʹ�������L�㲻�ʴ_����һ�N���sʽ�y��Ӌ����������Ȧʽ���ɉ��s׃�ζ��y�����������㣬�yԇ�ʴ_�����@�N�y��Ӌ�錣�ù��ߣ��������^�y�I����
�҂�Ҳ�ɲ�����ӳӜy�ˢ�������Ⱥ��η��㣬�֜yԇ�ʴ_����yԇԭ����D4��ʾ���D�У��o���|�K߅�����z��
��һT���ݗU���U�L100mm���ң������^�˲�������ɰ݆��ƽ��ֱ�����ؙC���bʽˢ�ܣ����ˢ�����ݗU�y���^ĥƽ̎�������������ɜy�ˢ��������ˢ�ܣ�������Сˢ�ܣ������yԇǰ���Ȍ���ӳ�ȥƤ���㡣ȥƤ����ӳ��g�Z�����Ɍ��o���|�K�ȸ�������ȫ��ȥ���@�㣬Ȼ����������ˢ�ܣ��˕r��ӳ��@ʾ��ȫ�����ˢ�������������ˢ�����@ʾ��ؓ�أ�������ӳ��@ʾ�����ء��yԇ�ʴ_���㣬���ֻҪ�x��С������ӳӣ��ֱ��ʿ���С��l g�������Ƿ��bʽֱ�����ؙC�ˢ�����z�飬����ǃȲ�ʽ�ˢ��ֻҪ�����o���y���^���z��ͬ�ӷ��㡣����y��sϵ��ֱ���ŷ�늙C�Ȳ�ʽ�ˢ�������o���|�K���ݗU�t���Ï��^�����ִ�ֱ��Ȼ���������늙C���wˢ�w��̽���У���ɷ���y�ˢ������ |